�\�����ؾ��̼��g
���ٙ�Ŀ���I����Փ�� �l�����ڣ�2010-08-12 17:12 ��ȣ�
������B�˔��ؼ��g���Ô�����Ϣ���Cе�\�Ӻ����^���M�п��Ƶļ��g��������I���F�Ԅӻ������Ի������ɻ����a�Ļ��A���������ֹ����̺�Ӌ��C�ԄӾ��̃ɷN���ؙC�����̷��������e���f���Ô���ϵ�y��Ҏ����Ҏ�t�����a��ʽ���Ƴ��ļ���������ߔ��ؙC���ӹ�Ч�ʡ�
�����P�I�֣����ؾ��̴��a
����
�����S���F�����g��Ѹ�Ͱlչ�����ؼ��g�ڙCе�����ИI�еďV�����ã��ѳɞ���������a֧������Iʹ�Ô����O����I��ҲԽ��Խ�V���e�Ǹ����ܔ��ؙC�����������^����ȵ����L����ˣ�21���o�Cе�����ИI�ľ�����Ҫ�����w�F���ؼ��g�����ľ�����
�������ؼ��g���Ô�����Ϣ���Cе�\�Ӻ����^���M�п��Ƶļ��g��������I���F�Ԅӻ������Ի������ɻ����a�Ļ��A������߮aƷ�|������߄ڄ����a�ʱز����ٵ����|�ֶΣ��LJ����F��������Ҫ�������|�����Pϵ�����ґ��Ե�λ���w�F���ҾC�χ���ˮƽ����Ҫ���A�Ԯa�I�����������������I�V�����Ô��ؼ��g�����������������ˮƽ����ߌ��ӑB��׃�Ј����m���������������������lչ�Ԕ��ؼ��g����ĵ����M���켼�g�ѳɞ�������l�_���Ҽ��ٽ����lչ����߾C�χ����͇��ҵ�λ����Ҫ;����
����Ŀǰ�ڇ�������I�����ؼӹ��������L�������΄��£����ؾ��̼��g�˲ų��F�ˇ��ض�ȱ�����ؾ��̼��g�ѳɞ�͘I�Ј��ϵ�������c�����ؾ����ǔ��ؼӹ��ʂ��A�ε���Ҫ����֮һ��ͨ��������������D�ӣ��_���ӹ���ˇ�^�̣�Ӌ���ߵ�܉�E���ó���λ�������������ؼӹ������������ƽ��|��У��������ԇ�С����ֹ����̺��ԄӾ��̃ɷN��������֮,���Ǐ�����D�����@�Ô��ؼӹ������ȫ�^�̡�
�������ؾ��̷֞��ֹ����̺��ԄӾ���.�ֹ�������ָ���̵ĸ����A�ξ����˹���ɡ����ڎ��Π���s����������Ӌ��Cʹ��Ҏ���Ĕ����Z�Ծ������Դ�����^̎�������ɼӹ����Q���ԄӾ��̡�
�����S�����ؼ��g�İlչ�����M�Ĕ���ϵ�y���H���Ñ������ṩ��һ��Ĝʂ书�ܺ��o�����ܣ����Ҟ龎���ṩ�˔Uչ���ع��ܵ��ֶΡ�
�������ؾ���ͬӋ��C����һ��Ҳ���Լ���"�Z��",����һ�c��ͬ����,�F����X�lչ������ܛ��Windows��^������ռ�Iȫ���Ј�.���ؙC���Ͳ�ͬ��,��߀�]�lչ���ǷN�ͨ�õij̶�,Ҳ�����f,������Ӳ���ϵIJ������������Ĕ���ϵ�yһ�r߀�����_�������.����,���҂�Ҫ��һ��ë���M�мӹ��r,����Ҫ���҂��ѽ����еĔ��ؙC���Ĕ���ϵ�y���̡��mȻ,ÿ������ϵ�y�ľ����Z�Ժ�ָ�������ͬ,�����gҲ�кܶ���֮ͨ̎��
�������ؾ��̵Ķ��x�����w���f�����ؾ�����ָ�������ӹ�����ĈD���ͼ��gҪ��ˇҪ������ӹ��Ĺ�ˇ�����ȵĹ������š����������ڹ����\�ӵ�܉�E�c����ˇ�������o�������ȣ��Ô���ϵ�y��Ҏ����Ҏ�t�����a��ʽ���Ƴ��ļ�����������ε���Ϣ�����ɿ��ƽ��|�������^�̡�
����һ��G���a(�ʂ书��)
�����ʂ书��G���a������ʹ�C����ϵ�y������ij�N�ӹ���ʽ��ָ�G���a�ɵ�ַ�aG�����λ���ֽM�ɣ���G00-G99����100�N��
����1���c����ϵ���P��ָ��
�����^�������c��������ָ��G90��G91
������������ϵ�O��ָ��G92
���������c��λָ��G00
����2����ͨ�ӹ�(ֱ�����a,�A�����a,܇�ݼy)
����ֱ�����aָ��G01
�����A�����aָ��G02��G03
����܇�ݼyָ��G33��G34��G35
����3���̶�ѭ�h
�����̶�ѭ�hָ��G81~G89
��������M���a(�o������)
�����o�����ܴ��a��Ҳ�QM���a�����ɵ�ַ�aM�������ɂ����ֽM�ɡ�����100�N��M00~M99�������ǿ��ƙC���o��������ָ���Ҫ�����C���ӹ��r�Ĺ�ˇ��ָ�
����1�����S�����D�cֹͣ
�������S���DM03
�������S���DM04
�������SֹͣM05
����2����sҺ�_�P
������sҺ�_M07��M08
������sҺ�PM09
����2.3�{���ӳ�����
����M98�{���ӳ���
����M99�ӳ���Y��
��������F��S��T���O��
����F���a���M�o�ٶȹ��ܴ��a���Á�ָ���M�o�ٶȣ���λһ���mm/min,���M�o�ٶ��c���S�D�����P�r����λ��mm/r��
����S���a�����S�D�ٹ��ܴ��a���Á�ָ�����S���D�٣���λ��r/min��
����T���a�����߹��ܴ��a�������x������ĵ���̖�͵��a̖��
�����ġ�Ѹ�١����_����������ɳ����ƹ�����������Ч�����Ô��ؙC���Ǿ��ЛQ�����x��һ���h����
�����e���f��
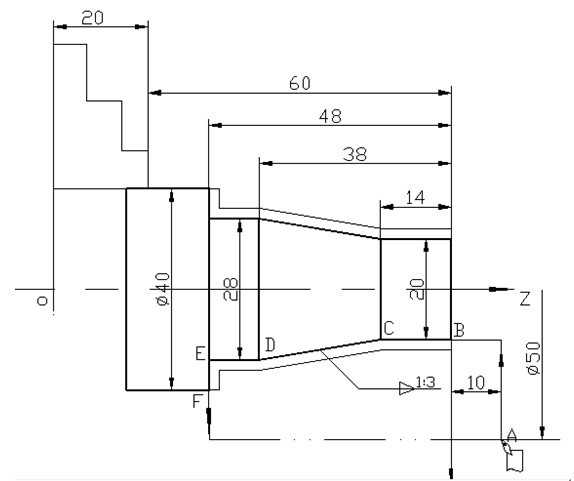
����܇���ӹ���D4-1��ʾ���݆�����OA�c�����c��������A�c���M��B�c��Ȼ����B-C-D-E-F�����������ٿ�����A�c��
����
�����������O������ԭ�c�����MA-B��܇��AB-C��܇�A�FC-D��܇��AD-E��܇ƽ��E-F�����������cF-A��
����O0100
����N01G92X50Z10��
����N02G90G00X20Z2S600T11M03;
����N03G01X20Z-14F100;
����N04G01X28Z-38;
����N05G01X28Z-48;
����N06G01X42Z-48;
����N07G00X50Z10M02;
�����}���\�����ؾ��̼��g
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/jiaoyu/zhiye/393.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�������gՓ�� �������Փ�� Ӱҕ����Փ�� ˇ�g����Փ�� �w���ƌW����Փ�� ���Ľ���Փ�� ���˽���Փ�� �I����Փ�� �����WՓ�� �Wǰ����Փ�� С�W����Փ�� �ЌW����Փ�� ���Ƚ���Փ�� �ߵȽ���Փ�� ���ČWՓ�� ���WՓ�� ����Փ�� ���WՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^