䓽�ֱ�ݼy�B�ӽ��^���|������
���ٙ�Ŀ�����I�OӋՓ�� �l�����ڣ�2013-01-05 09:02 ��ȣ�
������ժ��Ҫ��������ͨ�^���̌��`���Y����䓽�ֱ�ݼy�B�ӽ��^���|�����Ƶ�Ҫ�c�����քe���B����Ͳ�|�����ơ�䓽�˲��ݼy�|�����ơ����^���b�|�����ơ����^�Ĺ�ˇ�z�ͬF����z���Ă������M�����U����
�������P�I�~�����B����Ͳ,�˲��ݼy,����ֵ,ԇ����������
����䓽�Cе�B�������N��ʽ����Ͳ�D���B�ӡ��F�ݼy�B�Ӻ�ֱ�ݼy�B�ӡ�����ֱ�ݼy�B������^�|���ɿ����O�了�Ρ������������õ��ձ鑪�á�����ͨ�^��ֱ�ݼy�B�ӌ��`�Ŀ��Y�ó�������^�|�����Ƶ�Ҫ�c����Ͳ���|������;䓽�˲��ݼy���|������;���^���b�|������;���^�Ĺ�ˇ�z�ͬF����z��
����һ��ʩ���O���x��
����������䓽�Cе�B��ͨ�ü��gҎ�̡�(JGJ107-2003)��䓽���^���|��Ҫ��ʩ���Б��x���c�ӹ�䓽����ļӹ��O���M�Є��ߝL�z�ӹ���
����1���ٿv�T�������T�轛�^��Ӗ���ٿv�T����Ӗ�ϸ���C�ύ�;
����2��䓽�ԭ�����M�����z�ϸ���ʹ�ã���e����䓽�ֱ������ƫ���^��t������ݼy���Ͳ�M���������d���F��;
����3����䓽�ӆβ���ɰ݆�и�C���ϣ��пڔ��摪�c䓽��S����ֱ�����^�����Г������R���άF�����Ú�����ϡ����Ϻ�������Ҫ���z�^��ʽ�Ę�ӛ����˜ʽ��^�������z�۽��^��;
����4���B����Ͳ�|�����M�����B����Ͳ���г��S�ϸ��C��ԭ���Ϻϸ��C����ͲҎ���c䓽�Ҏ������Ͳ���摪���И��R�����摪�o�Ѽy��Ӱ푽��^�|����ȱ�ݣ���Ͳ�L�Ⱥ��ݼy�|���ÿ��ߺ�ֹ��ͨ���ݼy��Ҏ�M�Йz�顣
����������Ͳ���|������
����ֱ�ݼy���B����Ͳ�|���Ǵ_�����^�|������Ҫ�h���������a�|���ɏ���������������ƣ�
����1����Ͳ�ߴ���ƣ��OӋ��Ͳ�ߴ�r����ʹ��Ͳ�ă��M������e�c��Ͳ���Ϗ��ȵij˷e����䓽���e�c䓽�˜ʏ��ȳ˷e��1.1��;��Ͳ�ă��ݼy���M��aƷ����Ҫ���乫����x��6H��7H��
����2����Ͳԭ���Ͽ��ƣ���Ͳ���x�Ï��ȸߡ����Ժá��ӹ��҃r���^�͵�䓲ā����죬ͨ������45̖���|̼�ؽY��䓣�Ҳ���x�õͺϽ�ߏ��ȽY������졣Ҫ�кϸ��ԭ���Ϲ����̣��Դ_��ԭ�������ܺϸ��������a�ӹ�ǰҪ��ԭ���ϵęCе�����M�г�ӏ͙z��
����3����Ͳ���a�^�̵��|�����ƣ���Ͳ���a��ë�����Ƴ�Ʒ������������Ї���ij�z�ƶȺ��|�����Ƙ˜ʣ���Ʒ���摪�����a��̖��ӛ��
��������䓽�˲��ݼy���|������
����1����䓽�Ҏ���{���ÝL�z�^�ȿ���С�ߴ缰�q���h���{�����ߓ��K������ֱ�����L���г̣��b��䓽�����O�䣬�M�мӹ�;
����2���ӹ��ݼy�r��ʹ��ˮ������������Һ;
����3���ӹ��ꮅ��������z�飬�������đ��г��z�^�ؼӹ��������|�z�T��500��һ�����10%���ϸ��ʲ���С��95%���z����ݞ����^���z�^�L�ȡ��ݼyֱ�����ݼyȦ��;
����4���z�^�ӹ��r�����O�����cҪ�ӹ��^���б�횼��Կ��Ƶ���Ҫ�Ŀ�У�䓽�Ҏ����ֱ�����ݼyҎ�z�^�L�ȡ������z��Ȧ�����z�^���ݼyҎ�����c��Ͳ��ƥ��;5)���z��ϸ��䓽�z�^���������ϱ��o�ף���ֹ���\䓽�r�p�Ľz�^��
����5��䓽�˲���ֱ�ݼy���Ì����O���ڬF����䓽�ӹ�܇�g܈�ɵġ�����ֱ�ݼy������ˇ��ͬ��䓽�ֱ�ݼy�֞�煴�ֱ�ݼy�͝L܈ֱ�ݼy��䓽�˲��ݼy���|�������Ǵ_���B���|�����P�I�������Ҫ�c�У�
����(1)�x�����õ��O���ˇ�������ϸ�z�^��ǰ�ᡣ䓽�ֱ�ݼy�ӹ�����ڌ��õ���^�C�������ݼy�C���M�С�ֱ�ݼy�ĵ�����s������ˮ��������Һ������ʹ����������Һ��o����Һ���ݼy��
����(2)�������˱�횽���Ӗ�ϸ����C�ύ����Ҳ����ˆT�������̶���
����(3)�S�r�z���ݼyҎ(ͨҎ��ַҎ)���ݼy�Џ��ߴ��M�Йz��z������С��10%;�Ì�����Ҏ�z��z�^�L�ȣ��ӹ����ˑ������z��z�^�����^�|�������ϸ�������m�����ϸ������B����Ͳ��Ϳ�љz�Ę�ӛ��
�����ġ���Ͳ���b�|������
����1�������C�z�^����Ͳ����λ���픾o����������Ҳ��횽���Ӗ�ϸ����C�ύ������b�r���Ȍ��B����Ͳ��һ�˰��b�ڴ��B��䓽���^�ϣ��Ì��ð��֔Q�o��λ��Ȼ���Ì����Q���У��ÊA�Q�A�o�B����Ͳ���ѽ��L䓽�ͨ�^����A�Q�п��У��Q���B����Ͳ�ȣ��Q�o��λ������B�ӡ�
����2�����Ùz�Ì���Ť�ذ������b�õĽ��^�M�г�z���z���Ƿ����Ҏ��������ֵ��
�����塢���^�Ĺ�ˇ�z�ͬF����z
����1��䓽���^�Ĺ�ˇ�z䓽��B�ӹ����_ʼǰ��ʩ���^���У�����ÿ��䓽��M�н��^��ˇ�z�z��������Ҫ��
����(1)ÿ�NҎ��䓽�Ľ��^ԇ����������������
����(2)䓽�ĸ�Ŀ�������ԇ�����������������ґ�ȡ�Խ��^ԇ����ͬһ��䓽
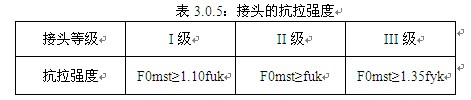
����(3)3��䓽���^ԇ���Ŀ������Ⱦ��������ИI�˜ʡ�䓽�Cе�B��ͨ�ü��gҎ�̡�(JGJ107-2003)�б�3.0.5��Ҏ����
����2��䓽���^�ĬF���z
����(1)䓽���^�ĬF���z�M�����^�|���z�y�͆�������ԇ�����^������Ҫ��ĽY���������OӋ�ļ���Ҫ��z�y�������Ŀ��
����(2)���^�ĬF���z������M�С�ͬһʩ���l���²���ͬһ�����ϵ�ͬ�ȼ���ͬ��ʽ��ͬҎ����^����500����һ��������M�Йz��c��գ�����500��Ҳ����һ���������
����(3)�����^��ÿһ�����������ڹ��̽Y�����S�C��ȡ3�����^ԇ������������ԇ���OӋҪ��Ľ��^�ȼ��M���u������3�����^ԇ���Ŀ������Ⱦ����ϱ�3.0.5�������ȼ���Ҫ��r��ԓ������u����ϸ�����һ��ԇ���ď��Ȳ�����Ҫ����ȡ6��ԇ���M�Џ͙z���͙z��������1��ԇ���ď��Ȳ�����Ҫ�tԓ������u�鲻�ϸF���z��B�m10����������ԇ���������șz�1�κϸ��ʞ�100%�r����������^�������ԔU��һ����
����(4)���^�z���|��Ҫ��Ӕ������z�����ϸ�˜��Լ��ݼy���^����횵���С�Q�o����ֵ����������ͽ��^�ļ��gҎ�����P�l����С�
����(5)�F����ȡ���ԇ����ԭ���^λ�õ�䓽����S����ͬ��Ҏ���䓽��M�д���B�ӡ�����ú��ӡ��Cе�B�ӷ����M���a�ȡ�
�����ġ����õ��������
����1.���^�ļӹ������b�|����횷��ϬF�Ї������P�˜ʡ����Ҏ����
����2.��Ͳ���Ҫ�г��S�ϸ��C�����^�|�����ݼyҎ���횷���Ҫ��ȡĿ�y���Θ˿��ߡ��ݼy��Ҏ�M�Йz�顣
����3.䓽�ԭ���Ϗ��ȱ�횝M���OӋ��Ҏ��Ҫ��䓽�ֱ��ƫ�����ڴ𑪷����ȣ������^�����ƫ�����Ʉ��ߺ�ֱ��ƫС�A�����׳��F�ӹ��Ľz�^�жd���������F��Ӱ푽��^�ď��ȡ�
����4.�z�^�ӹ��r��횿��Ƽӹ������ڴ�ƫ����ȣ�����ֱ�����L�z�^���q���h���L���г̵ȱ���Ȱ�䓽�ֱ���{�����_���ſ��_ʼ�ӹ���
����5.䓽�z�^�ӹ���Ŀ�y���^�|�������ÿ��ߺ�ֹ��ͨ���ݼy�hҎ�����z�飬������Ҫ���ؼӹ����ӹ�֮ǰ����ͬҎ��ͬ����䓽����_���M���{ԇ��
����6.���ϸ�Ľz�^�����r���ϱ��o�ף������P�g�����ġ�
����7.�F�����b�r��䓽�Ҏ���c�B����ͲҎ��һ�£��Q�o����Ͳ�ɂ���¶�������z�۲��ó��^1����
����8.���b�Ľ��^�ɬF���O��Ҋ�Cȡ�ӣ���ԇ���^�ď������ܡ�
�����塢�YՓ
�������������ֱ�ݼy䓽���^�ڱ���ć��ȹ����д������ã���ռ������䓽�Cе�B���Ј���������λ�����yӋ��ÿ���҇����ڸ��N���̵�ֱ�ݼy�B�ӽ��^�������_�σ|�������ͬ��Ͳ�D���B�Ӻ��F�ݼy䓽���^��ȣ�ÿ��ɞ���ҹ��s���ٔ��f��䓲ģ��oՓ��������������ؔ��߀���ڹ��ܡ��h�����棬������҄����˿��^�Ľ���Ч������Ч�档
�����ȏ�����ֱ�ݼy�B�Ӿ��ЏV韵đ����h����ԓ���g���|�����C��ʩ�����X�����ܽ��ġ���ȫ�h�����涼�����õ�Ч������ʩ����ˇ���ơ��^���|�����Ʒ��棬���Ժ���ƏV���÷e����һ����Ҳ�O��ش��M���¼��g���¹�ˇ���õķe�O�ԡ�
���������īI��
�������O��2003�꡶䓽�Cе�B��ͨ�ü��gҎ�̡�(JGJ107-2003)��
����2005�������I10��¼��g����ָ�ϡ�(�Ї��������I������)��
���������� ��־������ ������ʩ�����g��(�Cе���I������)��
�����}��䓽�ֱ�ݼy�B�ӽ��^���|������
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/gongyesheji/15282.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^