�h����֬������ģ�߲��ϵă���
���ٙ�Ŀ������Փ�� �l�����ڣ�2010-12-05 08:28 ��ȣ�
����ժҪ����������ģ�߲��ϵ�������Ҫ����ӑՓ�˘�֬������ģ�߲����ڲ�ͬ�����r���䏝�����ȡ��_���g�ԡ���ע������Ӳ�Ⱥ͙Cе�ӹ��Ե����ܵČ����Pϵ���Ķ��õ��C��������ѵĘ�֬������ģ�߲��ϡ�
�����P�I�~������ģ�ߣ�ģ�߲��ϣ��h����֬
����0ǰ��
������֬ģ�߲����c�������ϵĿ���ģ��������ȣ�����ИO�ߵ��Π���ԡ��������ȡ��_���g�ԡ���ע������Ӳ�Ⱥ͙Cе�ӹ������Լ��õ��͟ᡢ�ߜ��ԡ����õı������Ժ����g�Եȣ����������^�p�ֱ��ڸ��ͻ������Լ��ٶȸ��죬�ɱ����ͣ��������ƏV���õă��c,�����s����ģ�͡�ģ�������r�g��������ģ�ͼ�ģ�������ɱ������ģ�ͼ�ģ�ӹ����ȵȣ������Ƅ���ģ�͡�ģ�߹��I�Ŀ��ٰlչ�����P�@�Nģ�ߵĽM�ɲ��ϵ������Ƿdz���Ҫ�ģ���ԓ�ͺϲ����x�ò�ͬ�����������Ҳ��ͬ��
����1��֬������ģ�߲��ϳɷֵ��x��
������������ģ�߲��ϵ�������Ҫ��횝M��:���ڳ��ء��������M�Н�ע;�����Ժ�,���׳�M���N��ǻ;�̻��r���ɵͷ��c�����w����;���W��������,�w�e�տs�^С,���a���s�������ȑ��������õ�ģ�߲����а�����֬�ͭh����֬��������֬��һ�N�s���߷��ӣ��m���Ƃ乤ˇ���죬�ҳɱ��^�Ͷ��������켈�������������턩���zճ���ȣ�����Ĥ�mȻӲ�ȸߣ����ܴ࣬�����ͻ��W���g�Ժ���ˮ���^��������ڲ����w�S�W��Ϳ�ӡ��h����֬�ͻ��WˎƷ���܃������e�������͉A���ܡ����h����֬ͨ�^���W�������백����֬��������߰�����֬���ͻ��W���ܺ��g�ԣ��@�Ã��ڱ�ϩ���֬���ڲ����w�S�W��Ϳ�ӵ������ҳɱ����ڱ�ϩ���֬��ԇ��õIJ��ϳɷ����£�
�������w���ϣ��h����֬E44(6101)��
�����������ϣ����в����w�S���L�Ȟ�1.5-3mm�ğo�A���в����w�S����
�����̻���������ϩ������
����ϡጄ���501(660)�h����֬����ϡጄ���
�������ϣ��մ��w����ʯī���X�ۣ�
�������݄���JT-XH��
������ȼ���g������������
����2ԇ��
����2.1ԇ��
�����ͺϲ��ϵ��䷽Ҋ��1�����ձ����䷽���Ƶø��N�˜�ԇ�ӡ���ԇ�Ӿ���ʯ���й̻��Ƶá�
����2.2ԇ�l��
�����f�ܻ��D�^㊴���X6232
�����_ʽ�@����ZJ4113
����늟���L������
�����C��������f��ԇ�C��SWYҺ���C
��������Ӳ��Ӌ������Ӳ�șCYSS—890��
�����_��ԇ�C��JB30B�_��ԇ�C037��
����
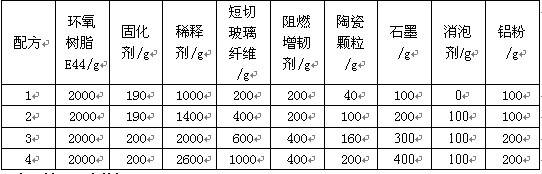
������1�h����֬������ģ�߲��ϵ��䷽
 ����
����
����3ԇ�Y����ӑՓ
����
����3.1��ԇ�әCе���ܵı��^
����
����ͨ�^����ԇ��b�Üy�����ķN�h����֬���ͺϲ���ԇ�ӵĸ��N���ܡ���2���г����ķN�h����֬���ͺϲ���ԇ�ӵęCе���ܡ�
����
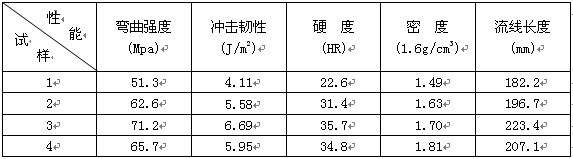
������2�ķN�h����֬������ģ�߲���ԇ�ӵęCе����
 ����
����
�����ɱ�2���Կ���:
������1����������:����1ԇ�ӣ��h����֬�ٷֺ������^�����g���������w�S�Լ�ʯī�ȵĺ����^�ͣ���ˏͺϲ��ϵĴ����^�������ȱ��^�͡����ң����ڭh����֬�ڹ̻��r�c�̻����l�����ٵĻ��W��������ʹ�̻����ԇ���д��ڴ�����ף���������ԇ�ӵď����������ܡ��S���h����֬�������������ͣ��Լ��������ϵIJ������ӣ�ԇ�ӵĿ������ȵõ���ߡ���4ԇ��������3ԇ��ϡጄ��ĺ����^�ߣ������ͺϲ��Ϗ������ȵĽ��͡�
������2���_���g��:Ӱ푏ͺϲ��ϛ_���g�Ե�����Ҫ�����ǭh����֬�����g��������1ԇ�ӣ��h����֬�ڏͺϲ�������ռ�������ٷֺ����^�����g������������С��ʹ�Ïͺϲ��ϵĴ����^���S���h����֬�������������ͣ��Լ����g���������������ӣ�ԇ�ӿ��_�����������������_���g��������څ�ݡ������Nԇ�ӵě_���g�����@�ȵ�һ�N�ě_���g��ֵ�ߣ�����f��,�������݄�����Ч��������ڹ̻��^���Юa�������Ě�ף������ԇ�ӵ����ܶȣ����õı����ˑ�������ȱ�ݵĴ��ڡ���4ԇ��������3ԇ�ӏ������ȳ��½�څ�ݣ���Ҫ�����ϡጄ��Ͳ����w�S�ĺ����^�ߣ�����ԇ�ӛ_���g�Խ��͡�
������3��Ӳ�ȷ���:�h����֬������������Ӱ�Ӳ�ȵ���Ҫ���أ���ٷֺ���ԽС���t���ϵ�Ӳ��Խ��ͬ�r�������w�S���X�۵ĺ������ڲ��ϵ�Ӳ��Ӱ�Ҳ�^�������ĺ������ӕr��Ӳ����������څ�ݣ��Ɍ�����֪��4������3���½���څ�ݣ��@��Ҫ�����ϡጄ�������������
������4���ܶ�:�ķNԇ�ӵ��ܶ�������ӣ��h����֬���ͺϲ��ϵ��ܶ��ܭh����֬��ϡጄ��ٷֺ�����Ӱ��^��������ռ�ı���Խ�ͺϲ��ϵ��ܶȄtԽС���ı��п�֪���ķN�ͺϲ��ϵ��ܶȶ������^С��������Ч����ģ�ߵ��|����
������5��������:�h����֬���ͺϲ��ϵ���������Ҫ��ϡጄ��Ͷ��в����w�S�����|����Ӱ푣��S��ϡጄ��ٷֺ��������ӣ����ϵ��������S֮�����������ڶ��в����w�S�����H�ܺõ�����˘�֬���ϵ����W���ܺ͟�׃�Μضȣ������˾�Ûϵ�����������ƣ�ںͿ���׃���ܣ�����������ܣ������x���L�Ȟ�1.5-3mm�ğo�A���в����w�S�������L�����w�S���ܺõ�����ˏͺϲ��ϵ������ԡ�Ȼ���S��ʯī���մ��w�������ӣ��m���ؽ����˭h����֬���ͺϲ��ϵ������ԣ���ˣ�4�䷽�������Ե���3�䷽��
����3.2��ԇ�әCе�ӹ����ܵı��^
������һ����r�£��h����֬���ͺϲ����ƵõĮaƷ����܇�����@�����U�ס�ĥ���z�ȷ����M�������ӹ������܉��_��ģ��Ҫ��ijߴ羫�Ⱥͱ���ֲڶȔ�ֵ�����������������ĝ��ڡ�ð�ڡ��w߅��ë�̵ȣ�ֻ��ͨ�^�Cе�ӹ��ķ��������_��Ҫ��
�������_ʽ�@���ό��ķNԇ���M���@�ӹ�����ֱ����10.5mm���@���D�ٞ�1500�D/�֣����l�F1�������y�ӹ���2��4�ɷN�����Ƶõ�ԇ���^�ӹ�����Ҫ�����1ԇ�ӭh����֬�İٷֺ����ߣ����ϴ����^�Cе�ӹ����ܲ��ͨ�^���g����ʯī���������ӣ����ϵ��g����ߣ��������@�ӹ���4ԇ��֮���Ա�3ԇ���y�ӹ�һЩ����Ҫ����鲣���w�S�ĺ����^�ߣ�Ӱ푵��ߌ����ϵļӹ���
�������f�ܻ��D�^㊴����ķNԇ���M������ӹ���㊵����D�ٞ�700�D/�֡�ͨ�^������ӹ����ԇ�ӱ����M�з�����1��2�^��ֲڣ���1�������@�Ě�״��ڣ���3��4ԇ��ͨ�^����ӹ���ı����^��ƽ�������]�К�Ĵ��ڡ��@����飬��1��2�ɷN�����й̻��������������^���ڹ̻�������h����֬�еĕr��Ѹ�ٰl�����W��ӳ���a��һ���Ě��ݣ����ض�Ѹ����ߣ��e�nj���1���]���������݄�������ڸ������й̻�����a��һ���Ě�ף����±���ֲڵ�ͬ�r��Ҳ�ܴ��Ӱ���ԇ�ӵď��ȡ�3��4�ɷN�ͺϲ��Ͼͺܺõؿ˷�������ȱ�c�����ͨ�^����ӹ����܉��_��ģ��Ҫ��ijߴ羫�Ⱥͱ���ֲڶȡ�
����
����4�YՓ
������1�����ķNԇ���У����üs33.3%�h����֬�䡢3.3%�̻�����33.3%ϡጄ���9.7%�̲����w�S��6.7%��ȼ���g����2.8%�մ��w����4.9%ʯī��1.6%���݄���3.3%�X�۵�������Ƶõ�ԇ�ӏ������ȡ��_���g�Ժ�Ӳ�Ⱦ���ã������Ѓ����ęCе�ӹ����ܣ��ܶ��m�У������@�N�ͺϲ����ڝ�ע�^������������á���ˣ��@�N�N�ͺϲ������m�Ͽ���ģ�����졣
������2�����Ø�֬���ͺϲ��Ͽ���ģ�����켼�g��������aƷ������ͻ���˿���ԭ�����������췽��Ҫ���ʹ�ò��ϵ����ƣ����ҿs���®aƷ���ƺ�Ͷ���Ј������ڣ��M������С��Ʒ�N�ࡢ���Ϳ�ĬF������ģʽ��Ҫ����I�����@���Ľ���Ч��͕r�gЧ�档
���������īI:
����[1]���\�M.����ģ�����켰�䑪��[M]���A�пƼ���W�����磬1999��52-96.
����[2]����,������.���ڷe����MEM������ԭ���켼�g�о�[J]���Ƽ��W�gՓ�ļ����ٳ����c�Ϳ������죬ԭ���ܳ����磬2004��12-16.
����[3]ZhangHaiou,XuJipeng,WangGuilan.Fundamentalstudyonplasmadepositionmanufacturing[J].SurfaceandCoatingTechnology,2003,171(1��3):112-118.
����[4]���V�����w��Ⱥ.���ٳ����c����ģ�����켼�g���䑪��[]M.].�Cе���I�����磬2004.167-170.
����[5]DoogBoardman,BillGeresy.Polyure-
����thanesExtendPatternLifeatVermentCastings[J].ModernCasting,1996,��11��:40-41.
����[6]������.���M�ͺϲ������켼�g�փ�[M]���Cе���I�����磬364-367.
����[7]���L�S.�߷��Ӳ����c���̌��[M].���W���I�����磬2004.9-11.
����[8]��־��,������,����.����LOMԭ�͵�“���٘�֬”ģ�߲��ϵ��о�[J].�������ϑ�����1999��27��5����28-30.
�����}���h����֬������ģ�߲��ϵă���
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/huagong/5676.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^