CRTS���͟o��܉��������C�ϼ��g(sh��)
���ٙ�Ŀ����ͨ�\ݔՓ�� �l(f��)�����ڣ�2012-11-08 08:52 ��ȣ�
������ժ Ҫ�� CRTS���͟o��܉����������CRTS���͟o��܉��ϵ�y(t��ng)���g(sh��)���P(gu��n)�I������������܉�����CRTS���͟o��܉���������������BCRTS���͟o��܉�����Ҏ(gu��)�����ú��A(y��)�ơ���ĥ���a(ch��n)��
�������P(gu��n)�I�~�� CRTS����,܉�����Ҏ(gu��)��,�A(y��)��,��ĥ
����1 ǰ��
�������S���Ї������F·��Խʽ�l(f��)չ���o��܉�����g(sh��)�õ��˲������ƺ��w�ٰl(f��)չ���c����܉������ȣ������܉����(w��n)���Ըߡ�ƽ��Ժá��Y(ji��)��(g��u)�;��ԏ����S�������@���p�١���܇��ȫ�Ժ����m���@����ߵȃ�(y��u)�c;����нY(ji��)��(g��u)��(w��n)�������ڹ��S�����a(ch��n)���������ʩ��Ч�ʵ����c��
����2 ���̸śr
����
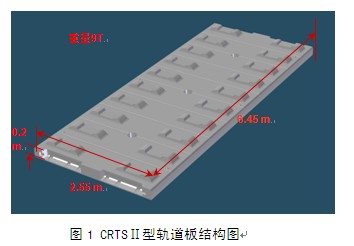
��������܉�������Ӌ���a(ch��n)CRTS���͟o��܉����(bi��o)��(zh��n)��23878�K����(bi��o)��(zh��n)���L6.45m����2.55m����0.2m(ԔҊ�D1 CRTS����܉����Y(ji��)��(g��u)�D)����M���ȏ��A(y��)��(y��ng)���������Y(ji��)��(g��u)���v���O(sh��)��10����܉���_����܉�_�g�O(sh��)�ÙM���A(y��)�ѿp;�M��ÿ����܉�_����6��Φ10 mm�A(y��)��(y��ng)����v������6��20mm��܈�ݼy䓽���c��֮�gͨ�^�����i�;�܈�ݼy䓽��B�����w��
����3 ����܉�����Ҏ(gu��)��
����܉�����ڏS����(n��i)�����A(y��)�ƣ����й��S��ʩ��������ë��������ȏ����L���_�������a(ch��n)���O(sh��)�ɗl���a(ch��n)����ÿ�l���a(ch��n)�����I(y��)���ڞ�24С�r(�������I(y��)�r�g8h,�B(y��ng)�o(h��)�r�g�s16h)�����a(ch��n)����41�K;���Ãɰ����I(y��)�ƣ�ÿ�����a(ch��n)ë����82�K;��Ʒ�����a(ch��n)���Ԕ�(sh��)��ĥ�������ģ������������I(y��)�ƣ�ÿ���ĥ27-36�K��ÿ���ĥ81-108�K;�O(sh��)��4���³�Ʒ�僦��^(q��)��1����ë���僦��^(q��)������������s12000�K��
����4 ʩ����ˇ
����4.1 ʩ����ˇ����
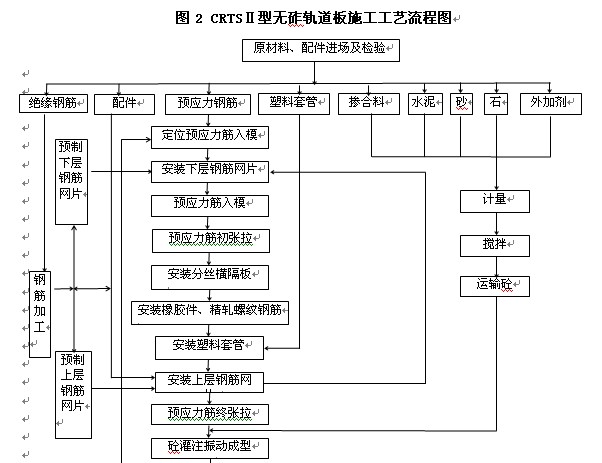
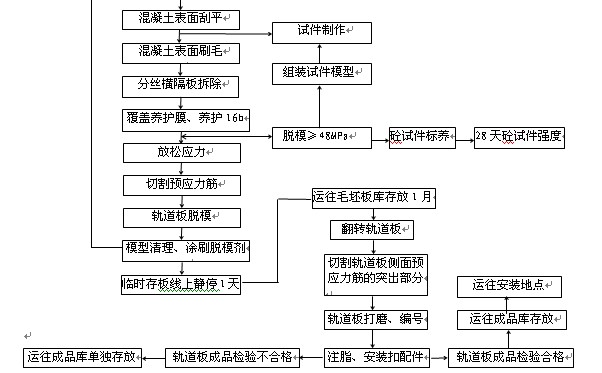
����CRTS���͟o��܉����ʩ����ˇ����ԔҊ�D2��
����
����4.2䓽�W(w��ng)Ƭ����
������܉�����(n��i)���β����Ч�5mm�A(y��)��(y��ng)�����䓽�W(w��ng)Ƭ����10mm�A(y��)��(y��ng)����ό�䓽�W(w��ng)Ƭ����5mm�ͧ�10mm�A(y��)��(y��ng)�����ڈ���(n��i)���ö��L�и�C�M(j��n)�����ϡ��ϡ���䓽�W(w��ng)Ƭ�ڶ���̥���Ͻ�����ͨ�^�M��С܇�\�����ư�܇�g�M(j��n)�а��b��܉�����(n��i)�A(y��)��(y��ng)�����䓽�W(w��ng)Ƭ���ӵĽ��c��ͨ�^�h(hu��n)��Ϳ�ӡ��^����s�ܡ��^���|Ƭ�M(j��n)���˽^��̎����
����4.2.1䓽�ӹ�
����䓽�W(w��ng)Ƭ��Ҫ����Φ8mm�Y(ji��)��(g��u)䓽Φ8mm�h(hu��n)��Ϳ��䓽Φ16mm�ӵ�䓽Φ20mm��������䓽��Φ8mm�Y(ji��)��(g��u)䓽��M(j��n)����P�A�⣬������鶨�ߴ�ӹ���
�����^����s�ܰ��b�ڌ���̥�����M(j��n)�У�����(bi��o)��(zh��n)�����^����s�ܴ���φ20��܈�ݼy䓺�φ16�ӵ�䓽��ϣ����_��λ���M(j��n)�мӟᡣ�ӟ�r�������c�^����s�ܱ���10��15cm�ľ��x���Ƅ��ٶȿ�����1m/s��ֱ����s��̎䓽��ݼy���E¶��1��2mm����s���ɫ���l(f��)�S��ֹ��
�����ӵض��Ӽ��ӵر�䓺�������䓽��̥�����M(j��n)�С��ӵض��Ӳ��Æ��溸���p�L�Ȳ�С��100mm���ӵر���cφ16�ӵ�䓽�����p��M����
����4.2.2�ϡ���䓽�W(w��ng)Ƭ����
�����ϡ���䓽�W(w��ng)Ƭ�ڌ���̥�����M(j��n)�н��������Y(ji��)��(g��u)䓽�����ڽ���̥�߿v��λ�����У��ٌ��h(hu��n)����֬Ϳ��䓽����M��λ�����У��v���M��䓽�ͨ�^�^���|Ƭ���^����s���M(j��n)�н^�������ý^�������z�M(j��n)�н�����
����4.2.3䓽�W(w��ng)Ƭ�^���z�y
����䓽�W(w��ng)Ƭ������ɺ����500V�ךW�팦�W(w��ng)Ƭ�M(j��n)�н^���z�y���z�yǰ�����x�M(j��n)���{(di��o)��̎����Ȼ��z�yÿ���M��䓽��c���B�Ŀv��䓽��g���ֵ�������ֵ����2MΩ���t�^�����z�y�ϸ�t�������ԭ���M(j��n)��̎����
����4.3ģ�ߙz�y�c����
����4.3.1ģ�ߙz�y
������ģ�߰��b��ɽ�(j��ng)�z�ϸ��Ͷ��ʹ�ã���ʹ���Ќ�ģ���M(j��n)�Йz�飬��ӛ䛙z��Y(ji��)����
�������ճ��z�飺ÿ��Óģ���M(j��n)���ճ��z�顣�ճ��z�����ģ�ߵ����^��ƽ���ȡ�
�����ڶ��ڙz�飺��ÿ��������ģ���M(j��n)��һ�Ιz�飬�z�����ȫվ�x�����ˮ��(zh��n)�x���Θ�(bi��o)���ߡ��������R��䓰�ߵȃx�����b����Ҫ�z�飺�L�ȡ����ȡ���ȡ���܉�ۼ�(x��)���ߴ硢ƽ���ȼ�ģ���g�߶�ƫ��ȡ�
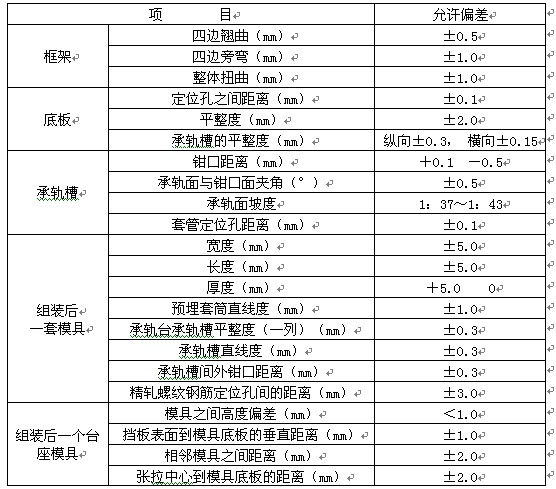
������ģ�߳ߴ猦܉�����Π�ߴ缰�A(y��)���λ���кܴ�Ӱ푣���ߴ����S�`�����1��ʾ��
������1 ģ�߳ߴ����S�`��
����4.3.3ģ������
����Óģ����ùε������I(y��)���m����ģ���ϵ��s�������Ƀ���Ȼ�����ͿÓģ����ע��z���܉�ۡ����z��ģ���b̎�����z��ģ���A(y��)�ѿp�ȱ���Óģ���Ƿ�Ϳ����
����4.4 䓽�W(w��ng)Ƭ���b
����4.4.1 �A(y��)��(y��ng)��������
����܉�����(n��i)������6����5mm��λ�A(y��)��(y��ng)�����60����10mm�A(y��)��(y��ng)����A(y��)��(y��ng)��䓽����䓽�L�Д��C�Дࡣ�����õ��A(y��)��(y��ng)�����L���`�������±10mm��(n��i)��
����4.4.2�A(y��)��(y��ng)���䓽�W(w��ng)Ƭ���b
������6��φ5mm�A(y��)��(y��ng)�������V�Ͳ��У����Ì��ù����^�̶��ڙM���ϣ���¶�L�ȿ�����10��20mm��
����������܇����䓽�W(w��ng)Ƭ���ΰ����ڶ�λ���Ϸ�������(y��ng)λ�ã��ӵض���λ�úͶ�λ�Nλ��������(y��ng)��
������䓽�b��ɺ��˹���ÿ3��һ����φ10mm�A(y��)��(y��ng)�������ģ�߃�(n��i)���Ȍ��A(y��)��(y��ng)����һ�˲����^�߹̶��ڙM���ϣ�ʹ����¶�L�ȿ�����10��20mm���������o��̶���һ���������M���ϣ�����¶�L�Ȳ�С��10mm��
�����A(y��)��(y��ng)������փɂ��A�Σ��ȳ�������20%�����b�ֽz�����K������100%��20%�������������L�����ƣ�������У�ˡ��K�����ԏ��������ƣ����Lֵ��У�ˡ����H�����������Lֵ�c�O(sh��)Ӌֵƫ��ó��^5%�������^���У�ʼ�K����ͬ��ǧ��픻������Lֵ�gƫ�����2mm������ǧ��픻������Lֵ�gƫ�����4mm��
�����A(y��)��(y��ng)����K������ɺ��˹������܇���z�y�ϸ���ό�䓽�W(w��ng)Ƭ����ģ���С�
����䓽�b��ɺ�䓽�ı��o(h��)�Ӻ�ȡ����bλ��ƫ��^�������M(j��n)�Йz�顣
����4.5 ���������I(y��)
����1)����������ȫ�ԄӰ�͙C���a(ch��n)���ƿ܇�b�d�϶��\ݔ��
����2)���������ϙC�����a(ch��n)����һ�˵���һ�ˣ����Ρ��B�m(x��)������،�������������ģ����������������ֱ�ڲ��ϙC������ͬ�r��ÿ�Kģ��骚����Ԫ��������b�ã����������܌����͡�
����3)�����������β��ϣ���һ��ע�뵽�ֽz�M����̎;�ڶ���ע���ߵ�80%;������ע��ʣ���������
����4)�ڵ�һ�ӻ�����������ɺ��_ʼ��v��ֱ�������Ӳ��ϽY(ji��)����ֹͣ����v�����������淺�{���ݲ����m(x��)ӿ�����(zh��n)��
����5)��ƽ��������ƽ�壬���ϙC��ǰ�\�У��������������ƽ����������������ε�����ģ�߃�(n��i)��
����6)ˢë���ڻ���������ǰ���Ƅ�ˢë�C��ģ�߿v������ϣ�����ëˢ�c܉������|�����1mm��2mm�����Ό�܉�����M(j��n)��ˢë���I(y��)��
����7)�{(di��o)���b�ð��b��ˢë�ꮅ���O(sh��)ӋҪ����܉���������(y��ng)λ�ð��b�{(di��o)���A(y��)��塣
����8)����ֽz�M���壺��ÿ�K܉����������������2��3С�r���˹������܇����ֽz�M���塣
����9)���w�B(y��ng)�o(h��)���ڻ�����ˢë�ꮅ���w�����B(y��ng)�o(h��)Ĥ���ֽz�M���������ٸ��w�����B(y��ng)�o(h��)Ĥ��
����4.6ë����Óģ�����
����4.6.1 �A(y��)��(y��ng)����ŏ��c�и�
������(d��ng)ͬ���B(y��ng)��ԇ�����������_(d��)��48MPa����܉�������ض��c�܇��h(hu��n)���ضȲ�����20��r���M(j��n)���A(y��)��(y��ng)����ŏ����и����I(y��)��
�����ŏ����I(y��)��ɺ��_ʼ�и��A(y��)��(y��ng)����A(y��)��(y��ng)�����и�����и�С܇�M(j��n)�У����Д��ڏ����_��1/2̎ģ���g���A(y��)��(y��ng)������Д��ڏ����_��1/4��3/4̎ģ���g���A(y��)��(y��ng)�������Д�����ģ���g���A(y��)��(y��ng)���
����4.6.2 ܉����Óģ
����Óģ������܇����յ����M(j��n)�С�����յ����Ƶ�ҪÓģ��܉�����Ϸ����{(di��o)����܇λ�ã����͵��߸߶�ʹ���P�䵽܉�������������̶��^(q��)������ձã�ʹ���P�o�o�����ڻ����������ϣ�ֱ���_(d��)���A(y��)���O(sh��)���õ�������������յ����{(di��o)ƽ֮���_�����s�՚�ϵ�y(t��ng)��ͨ�^ģ�ߵײ���6�����L(f��ng)�ڴ��뉺�s�՚⡣��܉����ƽ��(w��n)�؏�ģ���е�����
����4.6.3܉������
�����˹���4�K�|ľ���O(sh��)Ӌλ�Ô[���ڴ���_�ϡ��������T���\��ë���������λ�ã�����(zh��n)4�����֧�c��ë��������ډ|ľ�ϡ��ڴ�����g��ÿ�܌�ë�������_���M(j��n)��һ�Ιz�飬��(n��i)�ݰ������|ľ��֧����r������_�ػ�������r����ⴹֱ��B(t��i)�ȡ�
����4.7܉�����ĥ�����b�ۼ�
����4.7.1ë���巭�D(zhu��n)
����ë���巭�D(zhu��n)�����Ƶķ��D(zhu��n)�C��ɣ������I(y��)�������£�
����1)���ӷ��D(zhu��n)�C�������D(zhu��n)�b���½����O��λ�ã������_�i�o�b�á�
����2)�����T��ʽ���ؙC��ë����ŵ����D(zhu��n)����ϡ�
����3)���ӷ��D(zhu��n)�CҺ���b�ã���ë����A�o��
����4)�����D(zhu��n)�b���������O��λ�ã������D(zhu��n)180°��
����5)�����D(zhu��n)�b���½����O��λ�ú��_���D(zhu��n)�C�i�o�b�á�
����6)�ÝL݆�\ݔ����ë�����\�͵���ĥ��λ��
����4.7.2܉�����A(y��)��(y��ng)�������^�и�
�����\�M(j��n)��ĥ��λǰ����ë����ɂ�(c��)�A(y��)��(y��ng)�������^�M(j��n)���и
����4.7.3܉�����ĥ
����܉�����ĥ�ɔ�(sh��)��ĥ����ɡ�
����1)��(sh��)��(j��)ݔ�룺���O(sh��)Ӌ��λ�ύ�ľ�·�O(sh��)Ӌ�Y��ݔ��Ӌ��C����ϵ�y(t��ng)��
����2)�̶�܉���壺�мܾ���܉�����\�͵���ĥ��λ��ͨ�^4����܉��������M(j��n)����ƽ�{(di��o)���������6���Ă�(c��)�挢܉���忨�o�������_ʼĥ���ӹ���
����3)�����ӳ���ͨ�^ϵ�y(t��ng)�y���������y��܉����ĸ����P(gu��n)�I�c��Ӌ�����ƽ�������ڼӹ����λ�ã�Ȼ�ӹ����D(zhu��n)�Q��܉�����ϣ�������·�����Ɣ�(sh��)��(j��)(ÿ����܉�_��Y��Z����(bi��o)�̓Aб��)�Ԅ����ɼӹ�ԓ�K܉����Ĕ�(sh��)���ӳ���
����4)��ĥ������(j��)�o��ֵ����܉�����M(j��n)�ж�����ĥ�г̺�һ����ĥ�г̣�ֱ�������|(zh��)����(bi��o)��(zh��n)��
����5)��ϴ���壺�ù̶��ڙC�������_ϴ�b�Û_ϴ܉���塣
����4.7.4���b�ۼ�
������ĥ�����мܾ��\ݔ?sh��)��ۼ����b��λ���ڴˣ�Ҫ��܉�����M(j��n)�����N���ע����֬�����b�ۼ������I(y��)��
����4.7.5��Ʒ��^���z�y
������Ʒ��^���z�yʹ��ZL5-LCR���ܜy���x����܉�����\���y�������·�����늄�ƽ܇��܉�������ʹ܉�|�c�z�y�܉����o�N������M(j��n)�н^���z�y��
����4.7.6�a(ch��n)Ʒ��(bi��o)�R
����ÿ�K܉����������(y��ng)�ھ�·��һ���̶�λ�ã���(j��ng)�|(zh��)���z�ϸ��ϵ�y(t��ng)���Ԅ���܉������㊳��R�e̖�a��
����4.8��Ʒ����
���������\ݔ܇��܉܉�����\����Ʒ���Ņ^(q��)�M(j��n)�д�š���ʼn|�K���߲����2mm����ÿ���Ʒ�岻���^9�ӣ�ÿ�������R��
����5 ��Ҫ�Cе�O(sh��)������
����CRTS����܉�������a(ch��n)��Ҫ�O(sh��)�䅢Ҋ��2��

����6 �Y(ji��)���Z
�����ڇ���(n��i)��CRTS���͟o��܉���呪(y��ng)�Õr�g�^�̣����a(ch��n)���g(sh��)�����a(ch��n)��Ч߀����һ�����㣬߀��ͨ�^���༼�g(sh��)�о���ʹCRTS���͟o��܉�������a(ch��n)���g(sh��)���ӳ��죬���a(ch��n)��Ч������ߣ����Ї��F·�o��܉��ϵ�y(t��ng)�M(j��n)һ���l(f��)չ����ؕ�I(xi��n)��
����(bi��o)�}��CRTS���͟o��܉��������C�ϼ��g(sh��)
�D(zhu��n)�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/jiaotongyunshu/13840.html
���P(gu��n)���}���
�zӰˇ�g(sh��)�I(l��ng)��AHCI�ڿ����]��Phot...�P(gu��n)ע:106
Nature���¶��W(xu��)���ӿ�Nature Com...�P(gu��n)ע:152
��С�W(xu��)�̎�ֵ���˽⣬�@Щ�����W(xu��)...�P(gu��n)ע:47
2025�ꌑ����W(xu��)Փ�Ŀ����õ�19��...�P(gu��n)ע:192
�y�L�I(l��ng)��Ƽ������ڿ��x�� �p����...�P(gu��n)ע:64
���r�_Փ�ęz���C������Ҫ�P(gu��n)ע:52
�Ї�ˮ�a(ch��n)�ƌW(xu��)�ڿ��Ǻ����ڿ����P(gu��n)ע:54
���H������Ҫ�˽�Ć��}����P(gu��n)ע:58
���������ܷ��u�Q���P(gu��n)ע:48
��ŌW(xu��)����Щ��Ͷ���SCI�ڿ���ֵ...�P(gu��n)ע:66
ͨ�Ź����ИI(y��)Փ���x�}�P(gu��n)ע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�P(gu��n)ע:121
�u�Q�l(f��)Փ�ĺ�߀�dz������P(gu��n)ע:68
��(f��)ӡ���Y����Ҫ�D(zhu��n)�d��Դ�ڿ���...�P(gu��n)ע:51
Ӣ���ڿ����峣Ҋ��Փ�Ġ�B(t��i)����...�P(gu��n)ע:69
Web of Science ���ĺϼ��ڿ��u��...�P(gu��n)ע:59
����Փ�ķ���
�����O(sh��)ӋՓ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I(y��)�O(sh��)ӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)