�\ՄDMQ540/30�T��ʽ���ؙC�D����췽����̽
���ٙ�Ŀ���CеՓ�� �l�����ڣ�2010-09-02 16:53 ��ȣ�
����ժҪ��DMQ540/30���T��ʽ���ؙC��Ҫ�����վ���O���ء�����¶��M�b����܇վ���a�^���bж�����\ݔ�����������������ۼܸ��w�����V�����c�������F�������M������ԓ�C�M�����C�D���ڱ�������B��ԓ�C�Ļ����Y�������g���������������Լ��U���˲������Ɖ|�K�����팍�F�D���á�
�����P�I�~���T��ʽ���ؙC�����w�D�������|�K����
����
����
����1�����̸śr
����ijˮ�վ��ʩ���^���У�ԭӋ������������ؙC�����D�돽�����ΰ��b��DMQ540/30�T��ʽ���ؙC�����º��Q���T�C�������ΰ��b��H3/36B��ʽ���ؙC�팍�F���Ϻ��ŝ�ע�{�\���������ڌ��H�����У��o���M�㰴��Ӌ��������Ҫ����Ӱ��������������M�ȡ�����ʩ�����c�Լ������ԵĹ���Ҫ���茦�T�C�M�����C90���D���ľ�DMQ540/30�����D�����ķ�������̽ӑ��
����2���T�C�D��ķ���̽ӑ
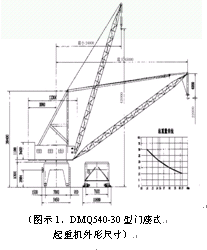
����2.1DMQ540-30���T�����ؙC���γߴ磨Ҋ�D1��λ��mm��
����2.2��Ҫ�������c
�������C��Ҫ�����վ���O���ء�����¶��M�b����܇վ���a�^���bж�����\ݔ�������҆�λ���ÙC����46.5m���L�Ą������رۣ���ԓ�C�ͼ��L���ͣ�������24m��45m���ȷ�����ȫ���D����С���ȕr�������߶Ȟ�44m�����C܉��7m�����C���ؼs162t���ϻ��D�_�s100t�����؞�50t���܉��m����������߶ȵĹ�����ԔҊ����1��
����
���� 
����
��������1��DMQ540-30���T��ʽ���ؙC��Ҫ���g����
����
����2.3�D��̽ӑ
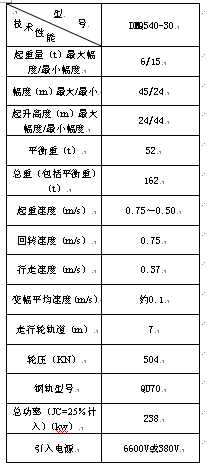
�����əC�������b��ɺ��H��r�o���M��ʩ�������M��Ҫ��̽���T�C���T���c���ߙC���B��̎��Ҋ��D2���B���Π�Y�����D�Q���F�������w�D���M��ʩ������
���� 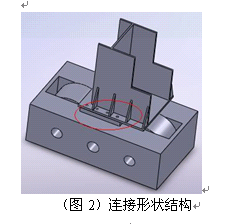
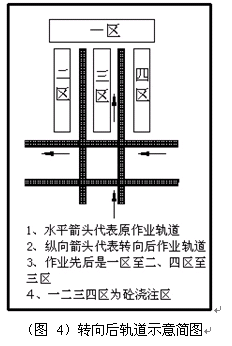
�������������ЃɷN��r������һ��ֻ��һ�K�L800mm×��800mm×��30mm�F����߅�@��Φ30mm�팍�F���˷����o�躸�ӣ���Ҫ���T�ܵװ��@���ס������������T��֧���c���ߙC����˨��̎�a��һ�|�K��������D3�����F�T�C�C����׃�ɴ�܇��݆�����׃������T�C����܉��90���D��ķ�������������Ҫ�ߴ����ø��ɉK�壨�L800mm×��800mm×��30mm�������L800mm×��170mm×��30mm�������L550×��170mm×��30mm���M�����νY�����ɷN�����Č�ʩ����Ҫ����Һ��ǧ��픁���������R�r֧�Σ�Ȼ��܉�����똋�����F���ߙC�����D�˷N���C�D��ķ������Ը���ʩ���M����r�����D�Q��
�������]��Ҫ�ڲ���ԭ�C�w����r�£����÷������팍�F���C�D��
���� 
����2.4�T�C���F�D����܉�������v������I܉������Ҋ�D4��
���� 
����3���T�C�D�����Ɖ|�K�ļӹ�
������ӏ���ȫϵ���������Ɖ|�K�������ϲ��ú�30mm����̼�45Mn䓰壬�x�ú��lGB/E5016-J506��
����3.1���Ɖ|�K�����A��
�������]�����Ɖ|�K�������^���أ���ȡ�ȼӹ��ݽz��Φ30mm����ͨ�^���ӽM�����Θ�����Ҋ�D3��������һ���ӌ�����׃���c�@��ƫ��įB��Ӱ푽�����ͣ��܉�ʴ_�o�`�Č��F������ϣ��Ķ����ƃɌ��ǿ�ƫ���±0.05mm��
����3.2���ӭh��
���������ֹ�늻������ӣ������������P�ć��Һ��ИI���g�˜ʺ�Ҏ���������ӹ�ˇ�u�������������_��Ҏ����Ҫ���硶JGJ81����䓽Y�����Ӽ��gҎ�̡�����DL/T868���ӹ�ˇ�u��Ҏ�̡�����䓽Y���ֹ�늻������ӹ�ˇ�˜ʡ��ȡ���ֹ�͜p�ٺ��ӑ�������ǰ��䓰嘋���ֲ��A�ᣬ�pС���Ӆ^�ͽY���������ֵĜز�p����С�ȣ����p�^�c�Y�������w�M���ܾ������s���Ķ��pС���ӑ�����������s�^���в����Ó�����ʹ�ß�B���p�a������׃�Σ��Ե������p�^��������s�տs�r�a������������
�����ں����У����ژ�������^��������һ�㶼���a��׃�Σ����׃�������^���Sֵ���͕�Ӱ�ʹ�á����˷�ֹ�͜p�ٺ���׃�Σ��x������ĺ�������ӕr���M�������p�����տs���Ⱥ��̺��p�����L���p���������÷ֶ��˺�����������ɢ�ᷨ����������ˮ���~�|���M�в��B�m���ӣ�������ˮ�к��ӣ���ʹ����̎�ĺ��ӟ�Ѹ��ɢȥ�������ܟ�^���pС���Ԝp�ٺ���׃�Ρ�
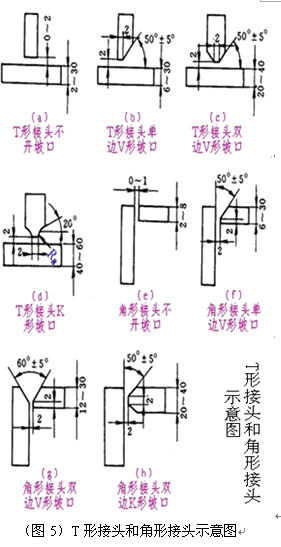
���������x��䓰���^�����ں���ǰ�������ӹ�����ʩ��б�ڣ���������������λ�������x��T�ν��^�ͽǽӽ��^�����^�ɷ֞鲻�_�¿ڡ���߅V���¿ڡ��p߅V���¿��Լ�K���¿ڣ����Ҹ�����ͬ�����Θ��������Æ��溸���p�溸��Ҋ�D5�������ú��M�����^�z
����3.3�|�K������ɺ�ęz�
����������ɺ�z���Ƿ���ڸ��Nȱ�ݣ����ס��A�����e߅��ҧ߅�ȡ�߀Ҫ���y����׃�λ����ߴ�Ĺ������λ����_�������c�|�K���|�K�c����݆�����ס�
���� 
����4�����C�D��ʩ�е��P�I���}
����4.1���Ɖ|�K������Ҫ��
���������ܜʴ_�Č��F��Ϻ�֧���T�C�����أ��������߂����ď��Ⱥ̈́��ȡ��֘����c�T��֧�_������|���ں��ӕrҪ����ƺ����׃�������_���d�ɾ��⡣�����ƺú���Փ����Ӌ���мs430Kg���ڌ�ʩ��Ҫ���C���˵İ�ȫ��
����4.2�ڌ�ʩ�D��rƽ����ע�����
�������Ҫʹ������������֧�cҪ���ܳ����T�C���أ����Ԍ��T�C�M���ȼӹ̹������������ؙC�����ĸߣ����Һ��ǧ��픕r�������ˮƽ����ֹ�Aб���ڌ�ʩ��߀�豣�C���ͺ�܉������O�M����d�����ͱ��C�T�C��ʩ���rͣ̎�ڃ�܉�������c��܉���ϡ�
����4.3���C�D����ɺ��B�^��
������ʹ���^���ЄӑB�^�죬�����r�z�阋���ĺ���̎���T���ϸ���λҲ��r�����F�������r�S�o�S�ޡ�
����5���Y���Z
�������ķ�������ʩ�����r׃�������΄��£������T��ʽ���ؙCDMQ540/30�ĽY����������c�������һ�N���ٱ�ݸ�׃�T�C���I܉������˼·����ʩ���ɱ��@�ô��Ľ��ͣ�Ч������T�C�ĽY���ϵõ��Mһ����������������Ƶ����ؙC�����Y������һ�N�µ�˼�Sģʽ��
���������īI
����1������d����.���̽��O������������������ؙCе���ü��g�����փ�.����:�Ї�ˮ��ˮ늳�����,2004.
����2��Ҧ�W����.���������փ�.����:�㽭�ƌW���g������,2006.
����3����ί.���������Cе�OӋ���쑪�ÈD���c���ؙCе�����OӋ�䷶�����a���Ô��������փ�(��Ӱ�).�|�����������,2005.
����4���ף�꾎��.���ӹ��̎��փ�.����:�Cе���I������,2002.
����5����ұ�����.��������փ�.����:�Cе���I������,2004.
����
����
����
����
����
����
����
����
����
����
����
����
����
����
�����}���\ՄDMQ540/30�T��ʽ���ؙC�D����췽����̽
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/jixie/3709.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^