�Cе�ӹ�����`���������������о�
���ٙ�Ŀ���CеՓ�� �l�����ڣ�2010-09-02 17:17 ��ȣ�
����ժҪ����������ڙCе�ӹ��^���У����a����λ�`��P�߽Y�϶���Č��`������ͨ�^ԇ���Y����һ������ӹ��k��������Ч�����@�N�`�
�����P�I�~������������Cе�ӹ�����λ�`�����
����
����
����1����
����ͨ������������ļӹ����ӹ�������a��׃�Σ�������������ӹ����Π��`���������U������Ҫԭ�����ڄ��Բ��㡣�a���Π��`�һ���Ѓɂ������ԭ��һ�����b�A�^���У����ڹ����A�o����ɹ���׃�Σ��������ڙCе�����^���й����a��׃�Σ����@�ɷN׃�ζ������ڹ�������׃������ġ������������������a������׃�Σ������������r��ԭ�����_�Π�����֏͏���׃�Σ��@���ԁ����ӹ��Ĺ����ͮa������λ�`�������Ч������λ�`��İl�������g�ˆT�ڹ��b�OӋ���A�o����С�������c�����ߵĎνǶȵȷ����M���˴�����ԇ��c�о�����������һ����Ҏ�ɣ���һ�㱡�ڼ��ļӹ��춨�˻��A�����@Щ���ڳ����ڼ�(�ں�С��1mm)������ӹ���������ȫ�m�á��҂������a���������@�N�����ں�������ͨ�^�ӹ����`���l�F��һЩ����F�������˳����ڼ��ӹ���һЩҎ�ɡ�
����2ԇ��о�����
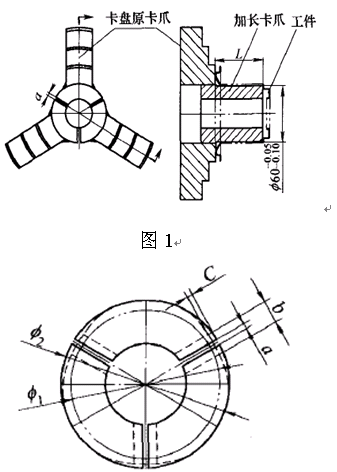
���������鱡��Ͱ�Σ�ë���_���Ƴɣ����|��1Cr18Ni9Ti,���ڛ_��ë�������_�����OӋҪ��Ҫ�M�ЙCе�ӹ������������̫�����o���b�OӋ����������Ҫ��:�����A�o��׃�β��ܴ�;�����^���в�������׃�Ρ�����҂��OӋ����D1��ʾ�Ĺ��b��
�������b������ͨ��צ�Զ��Ŀ��P�Ļ��A���OӋ������ɣ���ԭ����צ���������Lצ���γ�һ�����õļ��L��צ�Զ��Ŀ��P����צ���������⏽�ijߴ�ȹ����ȏ�С0.05~0.07mm���g϶̫С�����bж���g϶̫��A�o����׃�Σ��ɞ������Σ���D2��ʾ��
�������b�Ķ�λֱ����Φ2��������b��λֱ���ߴ�ӹ��������Ŀ�������t�����A�o��׃�β���������b��λ�ߴ�ӹ���ȹ����Ŀ�С�ܶ࣬��D2�гߴ�Φ1���A�o�����ڹ����ںܱ����������S�����b���Π��׃����׃����D��̓����ʾ���Π��A���`��ֵ��D�гߴ�C��ʾ����s�鹤�����c���b��λֱ�ߴ�֮���һ�롣
����
���� 
����
�� ���D2
����������צ֮�g���g϶(��D1��ʾ�ߴ�a)Ҳ����̫�����ڹ����ڱ������������ĔD��������ֲ�����׃�Σ�ʹ�ӹ������Ѽӱ����Ϯa��һ���⾀�����b��צ֮�g���g϶aֵ��С�������c���b�����췽�����P֮�⣬߀�c���b��λ�ߴ�Ĵ�С���P����D2��ʾ��������b��λ�ߴ�ӹ���Φ1���˕r������צ֮�g�������g϶��a������צ�ξo�������g϶׃��b���@Ȼb����a���ڹ��b�����r��Ҫ��ֿ��]���@һ׃����һ����r�£�������צ֮�g���g϶�ڊA�o��Ҫ������0.5mm���ҡ�
�����҂����õĹ��b���칤ˇ�ǣ��Ȍ�ë���Ͽ�����צ�Զ��Ŀ��P�ϴ�܇�����g�@�ף��Ĵ�С�cʹ���Pϵ����Ȼ��܇�õ����ϺͿ��P����צ���Σ��þ��и�C�����ϵȷ��и�����������γ��ˌ�����צ�Զ��Ŀ��P���r�Ρ�Ȼ���b��܇���ϣ���܇��Ҫ��ijߴ���ʹ�á�
�����и�λ�������������צ�����g���Ա��C������צ�ڹ�����B����A������ʼ�K�g϶��ȡ���Ҫע����ǣ��ˌ�����צ���b��܇�ɰ��b������܇����ʹ�ã���tҪ���¾�܇��
�������b�Ŀ�צ�������ֵ��L��Ҫ���ڹ������L�ȣ����C�������r�������κεط�����플���
�������@�N���b�ӹ�����ʹ�����ijߴ���Π��`�������Ҫ��ķ���֮�ȡ���ͨ�^�z�s�l�F�����]�мӹ��ijߴ�l����׃����������D�У��ߴ�mm���ɛ_��ë�����C�ģ���ɂ����涼���ӹ�����һ��Ľ��@���ߴ粻��ԓ��׃���������^܇����A�]Φ61.410.02mm֮���ٜy���˳ߴ�l�F���˳ߴ�׃���ˣ��������L���^�����ϸ�����ë��ͨ�^�ӹ���׃���˲��ϸ����ҵ�׃�ε�ԭ���Ҏ�ɣ��҂��Mһ������ԇԇ��ڔ���܇���Ϸ֞�ɽM�M�У�ÿ�M��10������һ�M���µ�Ƭ�ӹ����ڶ��M���f��Ƭ�ӹ�����Ƭ�ĵ�����а돽��0.2mm�����Ե�����0.3mm���M�o��0.08mm/r���D�ٞ�560r/min��
���������Mһ����C���҂����ڶ��M������A�ּӹ���һ�������Ե�����0.20mm���M�o���������ٶț]��׃�����ӹ���A��
�����Y�����������µ�Ƭƽ�����L0.064mm�����f��Ƭƽ�����L0.166mm���ں�׃�����M�еڶ��μӹ���ƽ�����L0.195mm��
�����ߴ�׃����ԭ�������
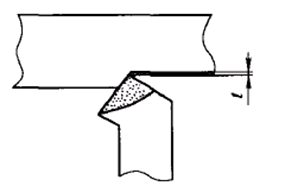
�����������^���У�܇���������a���D�������ڹ����ڱ������|�֞������^��ĊW���w���P䓣����ǹ��������ںa������׃�Ρ����S���ϣ����ڹ����ĽY�����S��׃�Λ]�мs�������Կ����������L���ں�Ĺ����ڼӹ��У�Ҳͬ�ӕ��l������׃�Σ����@�N׃��ֻ���ڹ����ı�ӣ��ஔ�ڹ����ں��һС�����ϣ��mȻҲʹ���������L��څ�ݣ����������]�Юa������׃�β��ֵĠ����£��o���������L��ֻ���γɼӹ�������Ҋ�D3��
���� 
���� �D3
�����ĈD3�п��Կ�����܇���������a���D��ֻ���Ѽӱ���ı�Ӱl������׃�Σ��l������׃�ε���Ȟ�t���������ĺ��С��t�r�������ijߴ粻���l��׃����ֻ���γɱ�ӵļӹ�����;�������ĺ��С��c�r�������ijߴ�͕��l��׃����
�����D���a������׃�ε�����c���ߵ��h���̶����P������Խ�h�����D����ԽС�����a��������׃��ҲԽС���ߴ��׃��ҲԽС����֮�t�෴��
�����ڼӹ��^�ı��棬߀�������F��Ҏ�t����l�y���y���L�ж̣������������2~3mm����ͬ�����ڹ��b������צ֮�g���g϶d�^����a�����y(���y���ȵ���������צ֮�g���g϶d�ҳ�ֱ����)��
������ν���@�N������?�����������ڵ��ߌ������ĔD�����a������׃�Σ��@�N׃�β��H�w�F���S�����ڏ�����Ҳ�С����ڴ˹������S���ϛ]�мs���������������L������ߴ�׃�����@�����ڏ����τt��Ȼ�����ڹ����ɶ˲��ӹ����]�������څ�ݣ����g����ֱ���ߴ�������ܵ��ɶ˽Y���ļs��������o����������ֻ�ļӹ������е�ijһ�����^�����ĵط��a��ͻ׃��ጷ���Ȳ��������@�Nͻ׃�����˶˵�ijһ�ط��_ʼ�����ӹ�ĩ�˵�ijһ�ط��Y�����_ʼ�ͽY���c��׃���������������^���Ľ��c����׃���������ڹ����ֲ����ȕr��׃�_ʼ;�������ֲ����ȴ���׃�������r��׃�Y����������������^���]�����@�����ĵط��������ļӹ�����͕�׃�������Σ����ӹ������A���g�֣��ɶ��^����������һ��ֱ��ֻ���0.01~0.015mm��
����3�Y���Z
���������ϵ�һϵ�ЬF��͜yԇ�Y�����������Եó����µĽYՓ:���������^���У����ߌ������ڼ��ĔD�����������w������׃�ԣ��@�N׃����ʹ���������P�ߴ�a��׃�����������^���У����ߌ������ڼ��ĔD������С�c���ߵĎνǶ����P������Խ�h���������ԽС���D����ҲԽС��������׃��ҲԽС����֮�t�෴���������^���У����ߌ������ڼ��ĔD���������ߴ�׃���Ĵ�С�c�����������P����������Խ�ߴ�׃��ҲԽ�ܹ����a���ߴ�׃���Ĵ�С�c�����ıں����P���ں�ԽС���ߴ�׃��Խ��
����
���������īI��
����[1]�.�Ї��Cе�OӋ���[M].����:�����ƌW���g�����磬2001.
����[2]�e��ٝ�����c�����Cе���칤ˇ�W[M]���������Cе���I�����磬1994��
����[3]�����ӣ��Cе���칤ˇ�W(�σ�)[M]�����������A��W�����磬20o0��
����[4]���A���Cе���켼�g[M]���������ߵȽ��������磬2000��
����[5]���Ԅ������֣��P���±��������ӹ��ЈA���`���}̽ӑ�½��r�C��2006(4).
����
����
�����}���Cе�ӹ�����`���������������о�
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/jixie/3713.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^