2010 �՚≺�s�Cʹ���д��ڵĆ��}����Q��ʩ��̽ӑ
���ٙ�Ŀ���CеՓ�� �l�����ڣ�2010-09-06 08:41 ��ȣ�
������ժҪ��ᘌ��ĿՉ��C���F�Z�͡������yƬ��Ȇ��}��ͨ�^�����Mǰ�՚≺�s�C����ԭ��ķ���������������ĸ��M��ʩ��ͨ�^���`�C�����M��ʩ����Ч�ԣ�Ͷ�a���ʹ����r�������Ñ�Ͷ�V���@�p�٣�����Ч������Ч���@����
�����P�I�~���՚≺�s�C��ԭ���������Q��ʩ
����1����
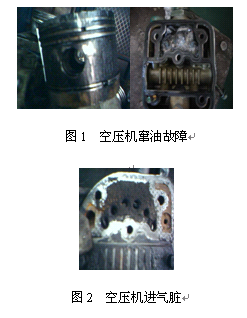
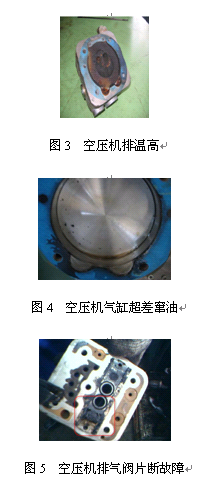
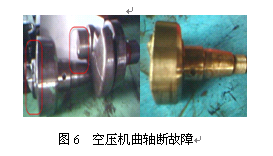
�������H�����У��՚≺�s�C�ĉ���Ҫ��Խ��Խ�ߣ������ۺصĿՉ��C��������Ҫ�������N��͵Ĺ���ģʽ���Z�͡�����⡢���S�ࡢ�yƬ�ࡢ�S��ĥ�������h��ĥ�ȡ��D1��Չ��C�Z���ϣ��D2�������M���K�����¿Չ��C����⣻�D3�����ڿՉ��C�Ś�ضȸߣ�����M�Ś��yƬ�e̿���أ�ʹ�Չ��C����⣻�D4�����ښ���w�A���ȳ������ɸZ�ͣ��D5��Չ��C�Ś��yƬ����ϣ��D6��Չ��C���S����ϡ�
����
����
���� 
����
����
���� 
����
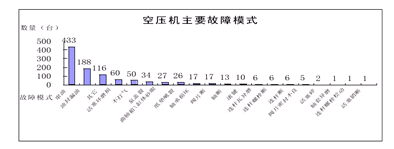
���������D7��08����ϿՉ��C�yӋ�D���ĈD�п��Կ������Z�͡��ͷ�©�͡�����⡢�����h��ĥ�ǿՉ��C��Ҫ����ģʽ��
����
����
���� 
��������
����
�� ���D7�Չ��C��Ҫ����ģʽ
����2�Չ��C����ԭ�����
����2.1�Չ��C�Z�ͷ���
������1���������ϸZ��;��
�����������ϸZ����Ҫ;���ǣ������h�c����ʧ�A�Ȼ�����ԭ����ɵ��g϶������¶�⣩�������h�c�ױڵıډ��ֲ������횈�������^�࣬�����h�_��̎��й©�������h�c�����Ă�϶�a���ı���Ч���������h�ڭh���е����һ����r���Dz����S�l���ģ����������в�λ���ǙC���ϸZ��;������Ȼ����@Щ��λ�ķ�������Bԭ���Ǐ��s�ģ��п������OӋ�����x�����п����������b���|���Ю�����
������2������ȹ���Π����g϶��Ӱ�
��������ȹ�����ͼ�����g϶���Չ��C�����������кܴ��Ӱ푡����Չ��C����D�ٴ������ߚ≺����lչ�����Ի����Ĺ����ض�����ߵ�څ�ݡ��������l�әC�ĝ������͜ص����ʹ�����Ĝض��Mһ����ߣ��@����������ýY���ϵ������ʩ���y���m���Չ��C������ʹ�á�����Ŀǰ���ȿՉ��C�Ļ����Y�����������䮅��ʹ�×l����ʮ�ֿ��̣��Y�����s�̶��h����l�әC����������g϶��10/100-5/100���p�棩���ҡ�����ȹ�����OӋ�������h���������������;����^���Ӱ푣�����OӋ�������Б��o��������ҕ��
������3���D�ٵ�Ӱ�
�����D����Ӱ푸Z��ָ����������Ҫ���ء�ԭ���҇��Չ��C�D����1000-1500r/min�Z�Ͳ����@��Ŀǰ�D��������2500-3250r/min����ߣ��@�ӻ����h�Ĺ��������Mһ���½���ʹ�S������������
������4���S���������c�����h���Pϵ
�����Չ��C�S���������c�h�ĽY��������M���|����r���кܴ��Pϵ�������f���T�������л����h���|����r�Y����������M�����P�I�ġ�
����2.2�Չ��C��������
�����Չ��C����������r���Ś≺��һ�����Ś�ضȵĸߵ�ȡ�Q�ڟύ�Q�����QЧ���ĺÉġ���ʹ���ԁ�ˮ����r�£����L�r�g�\�У�ˮ��ʹ�ύ�Q����׃С����sЧ��׃��S֮ʹ�Ś�ض��^�ߣ��������ļ��������Ś�ض��������^145�棬��ʹ���y�yƬ�����ɵĹ�����r��������ǰ�p�ġ�
�������⣬���y�M���İ��b��횇�����©�⣻���ˮ�ס���ƽ�桢���g��s�����ܷ��횵õ����C������׃���й©ˮ�������У�ˮ���a�����ҵě_�����p���yƬ��
����2.3�ͷ�©�ͷ���
���������ͷ�Ĺ����l�����h���l���������͵�ʹ�×l����ͬ������ģʽ��ͬ�������Ҳ��ͬ���鱣�C���õ��ܷ�Ч�������x�W�����Ժã�����һ���ď��ȡ��͟��ԡ���ĥ�ԡ��������ԡ����ϻ��Ժõ����z���ϡ�
�����ډ�������ģʽ��ռ�б����^����Ǵ��ڲ��ϵ��ϻ�������ĥ�p���^ӯ�����ͣ���
������1�����ڲ��ϵ��ϻ�
�������ڲ��ϵ��ϻ��������z��Ӳ����ܛ�������ѡ���׃�ȬF����F�����ͷ��д��ڵĻ��Ӳ�λ��Ӳ�������ѻ��^ӯ���Ľ��͌�ʧȥ�ͷ���ܷ����������ڲ��ϵ��ϻ��������ܷ���|������ܽ�����|�c���z�l���Ļ��W����������һ�㮔�ضȸߕr���ϻ������M�У��ͷ�����s�̡�
������2������ĥ�p��Ӱ�
�����ڳ�֝����Ĉ����£��ͷ��@ʾ���w������B�����ڲ��a��ĥ�p�����ڝ����������㡢���ϻ�׃�|�������Ю���ⲿ�҉m����r�t��ʹ����ĥ�p���S�ͷⴽ�ڵ�ĥ�p�c�^ӯ���Ľ��ͣ����Sƫ���S�������ͣ��������ĥ�p���ͷ��;���Ӱ푱ȴ����^ӯ�r�S�Sƫ�ģ��S��[�������ʰl��й©��
����2.4�S��ĥ����
�������f���S���ַQ�����S������Ҫ�ǿՉ��C�����S���B�U�ߣ���ʹ�����Ҋ�Ĺ�������ĥ�Ͻ��ӄ��x����p���Լ��S������ĥ�p���y�Q���S�Į�ĥ��
������1���S�ߟ���
�����S�ߟ����Q���ߣ���Ҫ�����ڝ������o�Д���㣬�����S�S�i���S���g������Ħ�����Ħ�������¿Չ��C�S�ߟ��ۡ��S�ߟ����֕�ʹ���S���S�߱�������ɇ��صęCе�¹ʡ�
������2���S�߲���
�����S�߲���һ��l����˲�rȱ����������r�£�����F�������S�ߺ��S�i������F����ֱ�ӽ��|���ʰߺۺ͇��صIJ������E���S�߲�������Ҫԭ���Ѓɷ��棬һ��ʹ�÷���Ć��}�����ǝ������|���Ć��}��
������3���S�ߺϽ��Ѽy��Ó��
�������S�ߺ��S�i�l��ֱ�ӽ��|�����ض����ߣ�ʹ�S�߃��rƣ�ڏ��Ƚ��ͣ��Ͻ���F�Ѽy��Ó�䣻�@�N�Ѽy�ʾW�Ҳ����“����”���Չ��C�\�Еr�����ڙC�����Ѽy�е�Һ�����ã������Ѽy�lչ��ֱ���S�߃��r���FС�K�Ą��䣬����u�U���Q“ը��”�����ںϽ��K���䣬�S�i���S������g϶׃���ߵ�ĥ�p�ӄ��������ڝ����͏��g϶�p�д���й����ʹ�C�͉����½��������F�Ó�����
������4���S���^��ĥ�p
�����^��ĥ�p�l����˲�rȱ�Ͳ����ͳ��F����r�¡�ÿ�ΰl���r��������ȱ�͡�������ֱ�ӽ��|���r�g�m���L�����S�ߵĜض�����֮��֮�ߣ�����ʹ�S�߳��F�^��F��ÿ�ν��ٵ�ֱ�ӽ��|������һ�����S�ߺϽ�ĥ��������g϶�����Ͷ�μ�����S�ߵ��^��ĥ�p��ʹ�Չ��C�C�͉����½������F��푣�����²����\�D��
����3�Չ��C���M��ʩ
����3.1�Ś��y�ĸ��M
����ᘌ��Y����ʽ�ڌ��H�����аl�F��ȱ�ݣ����Չ��C�Ś��yƬ�Y���ȷ������������ĸ��M���ṩ��һ�N���ͽY������܇�Չ��C�Ś��yƬ����Ҫ�nj��Ś��yƬ����λ���ڽY�����M���˸��M���Ś��yƬ�Ķ�λ��ʽ����ȫ�̶�ʽ�Ğ鸡��ʽ������ʽ���Ś��yƬ�����N��ʽ���F�����Ś��yƬ�ɶ˲��ò���ȫ�̶���ʽ�����Ś��yƬ����λ��֮�g�b�Џ���Ƭ�;��_�����yƬ�������Ś��yƬ�ܵ����Ś≺�������Ś��yƬ����λ�����λ�_�̶����y���ϡ���ʹ�ö�λ�N���Ś��yƬ�̶����y���ϡ����ώN�Y�����Ǟ����Ś��yƬ�ĽY�������β����ڹ������_�����õ�Ч��������Ҫ���Ǵ��������Ś��yƬ��ʹ�É�����
����3.2�����h�ĸ��M
����ᘌ��Չ��C�Z�͇��صĹ��φ��}���������h�M�и��M��ʹ���a�ĮaƷ��ȫ�m��Ҫ���ڿՉ��C�����h�x�䡢����w���ϼ�����c��������g϶�ȷ������������ĸ��M���ṩ��һ�N���ͽY������܇�Չ��C�����h������w��������ƥ��ĽY���������h�c�����x��ͨ�^�������F���ٻ�����һ����h�����F��h��������Г�70%�Ě��w�������M��������ڶ��������h�Ě≺�����ڻ����ڶ�����h�����F����έh����Ҫ�팍�F�����h�c����w���ܷ⣬��߿Չ��C���Ч�ʼ���������ۻ����������h����䓎��M���ͭh�������·ͨ������Ƭ�c�h�������N�Ͼo�ܣ����|�����ߣ������Լ����ܷ��Ժã������p��ĥ�p����С��
����3.3����w�ĸ��M
�������׃ȱ���W�y�����ĺ����x��Ҳ�����P��Ҫ�ģ������M�o�����C��Һ�����������ӹ��ľW�y�s�y�o�£�������õ��M�ڵ���ĥ�C�������µľW�y���������H�W�y���˺ܴ��и��M������w�A����Ҳ�����@����ߣ�ԭ����à�BҲ����0.014mm,����߀�r���е��F�F��.����������ĥ�C��A���ȿ��_��0.005mm.���ҾW�y����Ҳ�M�����{�������õ��ľW�y���g������w�W�yҪ���Rz=5-10μm��Rvk=0.7-2.0μm��Mr1=4-10%��Mr2=65-85%��Ra=0.5-1.0μm��
����4�YՓ
����ͨ�^�����Mǰ�՚≺�s�C����ԭ��ķ���������������ĸ��M��ʩ����ͨ�^�����Mǰ��ԇ�Y���Č��ȣ��C���˸��M��ʩ����Ч�ԣ�Ͷ�a���ʹ����r�������Ñ�Ͷ�V���@�p�٣�����Ч������Ч���@����ͨ�^�о��ó����½YՓ���ٿՉ��C�Z����Ҫ�c����w�������h�OӋ���P�����w�W�y�����µľW�y���Ϳ�����Ч��Q�Z�ͣ��ѸZ�����������И˷����ȣ��ڻ����h���M����õ����F����Κ�h���ͭh��䓎��M���ͭh��ԇ�ǰ���h��λĥ�p���]��ĥ�p���ۿՉ��C�����yƬ����Ҫ�c��Y�����P�����Ś��yƬ�M��ԭ���̶�ʽ�Y���Ğ�Ҹ�ʽ�Y���������˾��_Ƭ�͏���Ƭ����Ч��Q���@һ���ϡ�
���������īI
����[1]����.�՚≺�s�C���ܜyԇ�`�����[J].�Ї��Ƽ���Ϣ��2007����9��
����[2]������.�՚≺�s�C���g�y���Y���Ľ����c����[J].ú̿�Cе��2007����4��
����[3]����壬���x.V-3��7�Ϳ՚≺�s�C�ļ��g���M[J].���A���I��2007����B4��
����[4]����Լt.Մ�՚≺�s�C�����ܷ��������^�c�x��[J].������2006����2��
����
�����}��2010 �՚≺�s�Cʹ���д��ڵĆ��}����Q��ʩ��̽ӑ
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/jixie/3999.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^