�������������`�����
���ٙ�Ŀ���C(j��)еՓ�� �l(f��)�����ڣ�2010-09-06 14:53 ��ȣ�
����ժҪ:�������������`��a(ch��n)���������a(ch��n)ȫ�^(gu��)��,�c�ӹ���ˇ��늺��ӹ�ˇ�����b�����Լ������O(sh��)�^�������ˆT���|(zh��)���쾚�̶��кܴ���P(gu��n)ϵ,��횿��ƺ�ÿ���h(hu��n)��(ji��),���ܴ_�������`����������S�ķ�����(n��i)��
�����P(gu��n)�Iԃ(x��n):���������������ӹ��������и���b������
����һ�������������Π�
����������e��ͬ���ݷe������������������,������������ȿ����������ε�,Ҳ��������Ͳ�εĕr(sh��)��,��ô�ƳɈAͲ�ε�߀������Ȼ��,ͬ�r(sh��)�ַ����ڽ�(j��ng)��(j��)Ҫ��
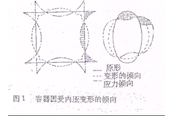
���������������dz����λ�AͲ��,���ܵ�����������,Ҳ��׃�����λ�AͲ�εăA�������������б���ԭ��(l��i)�Π�ķ�����,���Ա����������Юa(ch��n)�����N���ӵđ�(y��ng)��(Ҋ(ji��n)�D1)
�����O(sh��)Ӌ(j��)�����λ���Ͳ�Ή�������,��������r(sh��)������ȫ�����O(sh��)Ӌ(j��)Ҫ��,���®a(ch��n)���ֲ���ȫ�����(y��ng)Ҏ(gu��)�t�r(sh��),Ҳ��������r��
�����D2��ʾ�������ں��Ӯa(ch��n)���Ľ�׃�λ�Ҏ(gu��)�t���Π�,�������γ�����ăA��,���Ԯa(ch��n)���Ŀ���(y��ng)���^�O(sh��)Ӌ(j��)��(y��ng)����ȫϵ��(sh��)��˶����ͣ����Ԯ�(d��ng)ȻҪ��(du��)��Ҏ(gu��)��һ��(g��)�ȡ�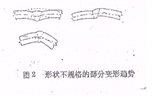
�������������ӹ�
����������������Ҫ�ĽY(ji��)ʼ�������׃���ӹ�,ƽ䓰���������׃���γ��������Ͳ��,���ʹ��ĵ����IJ���׃��,������׃��ăA��(d��ng)���ʰ돽С����r��,��(du��)���@��(g��)��(w��n)�}Ҫ����ע�⡣
����һ���ڰ���M(j��n)�Џ����ӹ��r(sh��)����r��D3��ʾ���������(y��ng)�������䏗�Է�����?x��n)?n��i)���䑪(y��ng)���ֲ���r�磨a����ʾ�����M(j��n)һ�������r(sh��)����(y��ng)���M(j��n)�����ԅ^(q��)����ֲ���r��D��b����ʾ,��(d��ng)����ֹͣ�r(sh��),������һ��������׃�Σ�������(y��ng)����ֲ��ڈD(b)��SS���ɂ�(c��)����D(c)��ʾ,SS���c����rr���A�ǶȾ������^�Ļ؏��P(gu��n)ϵ,�����c(di��n)�͵�䓲���؏���С,�����c(di��n)�ߵ�䓲���؏�����(d��ng)�����c(di��n)�ߵ�䓲��M(j��n)�Џ����ӹ��r(sh��),횼Ӵ�������,�����@�N��(qi��ng)�����ƕr(sh��),���˲�ʹ�ֲ��a(ch��n)��׃��,��ֹ䓰��Ȝp�������Ҫһ����һ��ĉ��ƣ��Ա������Σ������c(di��n)�͵�䓲ģ����ξͱ��^��(ji��n)�Ρ��@�(xi��ng)�����IJ������c�쾚�̶��кܴ���P(gu��n)ϵ��������(j��)���ʰ돽��䓰��ȁ�(l��i)�����J(r��n)�鲻���M(j��n)���䉺�ӹ��r(sh��)�Ǿ�Ҫ�����Ƴ����ɉK��ģ̥�ߣ���䓰�ӟᣬ�Խ����������c(di��n)��Ȼ���ٷ�����ģ̥�����M(j��n)�Џ���,�˕r(sh��),���ʮ��ע�⏝���K�˺����s�ٶȣ��Բ�ʹ���|(zh��)�a(ch��n)��������

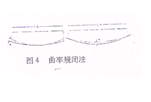
���������ӹ����˺�Ҫ�y(c��)���������`���Փ��ʲô�ķ������������ڴ��侫�_�Ȟ�±0�����Ծ������ö������S�`��ͳ����|(zh��)�������ϵĆ�(w��n)�}��һ�㑪(y��ng)����(j��)������Ʒ��ʹ����r��ֱ����С�քe�����ƶ����D4��ʾ������(j��)�Ӱ�Ӌ(j��)�㣬�����0/1000��1/2000֮�g��
�������������и�
�����AͲ��������Ͳ���džμ�����ӹ�����������䓰��τ�������(j��ng)�^(gu��)�и����ϣ��_(k��i)�¿ڣ�Ȼ���M(j��n)�Џ����ӹ����������������������^�ĵ����治��չ�_(k��i)����(j��ng)�^(gu��)�����ӹ���Ȼ�����M(j��n)�Є������и
��������(j��)�O(sh��)Ӌ(j��)��Ӌ(j��)���D���Ƴɓ��ԘӰ�(�@�N�Ӱ����(sh��)�����ñ��FƤ���ɵ�)��Ȼ��һ�Kһ�K���M(j��n)�Є���������(j��)���a(ch��n)��(sh��)����С��Ҳ���Բ��Ô�(sh��)���Дࡣ
�����Д��r(sh��)������䓰��dz�������B(t��i)������ʹ���Ԅ�(d��ng)�и��������Ҫ�O(sh��)��ʹ�и�����(j��ng)���c�и����ƽ�Р�B(t��i)��������(ch��ng)���Ԅ�(chu��ng)���˸��N�����{(di��o)���Aб�ȵ��_(t��i)�ܡ�


�������Ú���Д��r(sh��)�������ע���п�̎���տs��(hu��)ʹ���ʰ돽�МpС�ăA��������и�֮ǰ��Ì����ʰ돽�ԷŴ���D4(a)��ʾ���Д��Ժ��ØӰ����M(j��n)�Йz�飬�������ʰ돽�ѳ��^(gu��)�����S�ȣ�����M(j��n)��������
����һ�㶼���и��ͬ�r(sh��)����Ҏ(gu��)�����¿���ʽ�M(j��n)���¿ڼӹ������ע�⣺�¿ڵĽǶȣ��g߅�ĺ�ȶ�����ڈD5��ʾ�����S�`��֮��(n��i)��
��������(j��)���_�Ą����M(j��n)���Д��r(sh��)�����и��Ժ�߀Ҫ���ºˌ�(du��)�ߴ磬�y(c��)����߅���L(zh��ng)�ȼ���(du��)�Ǿ����L(zh��ng)�ȣ�Ӌ(j��)��ߴ���`����Ҫ�����S����֮��(n��i)(��醈D6)
�����ġ����b
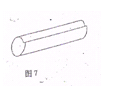
�����AͲ���ֵİ��b�����nj�Ͳ��(ji��)�M�b��һ��(g��)�AͲ��䓰���ɈAͲ��(ji��)�����R���c(di��n)����λ�����Ա��^���ס������ڽM�b�ɈAͲ�r(sh��)��ע��DͲ��(ji��)�ăɶ˱��ƽ�У���Ҫ�γ���D7�ǘ�Ͳ��(ji��)�cͲ��(ji��)�M�b�ꮅ�Ժ͌�Ͳ��(ji��)�c���^�M(j��n)�нM�b���ڽM�b֮ǰ�����Ҫ�ˌ�(du��)�A�ܼ��E�A�ȡ�������Ͳ�c���^�ľ��_�ȶ��ܺã����b�Ͳ��Ɇ�(w��n)�}��������߶�Щ��(w��n)�}���Ǿͱ��ʮ��ע�⡣

����������߈A���L(zh��ng)���`�ͬ�����¿ڵ��e(cu��)�s�����S����֮��(n��i)������?q��ng)D8(a)�ķ�ʽ���ȷֲַ��b����^�á���(d��ng)���߈A���L(zh��ng)����ͬ�������������b�䣬�Ǿ͕�(hu��)�γɈD(b)���ǷN��ʽ���γɏ�(f��)�s�đ�(y��ng)������(d��ng)�A���L(zh��ng)���ஐ�r(sh��)����������ע�⣬���ǰ�����M(j��n)���c(di��n)�����t�ɞ�D(c)��ʾ�Ę��ӣ��@�ӵ��¿��e(cu��)λ�͕�(hu��)�������S���������Ҫ����ע�⡣��(d��ng)���^�����ϳ��Ξ�ϰ�Ȼ��M�b���εģ���Ҫ��ע�����(xi��ng)����ǰ������Ҫ������������_ʩ���r(sh��)��Ҫ���(xi��ng)������M(j��n)�У����Ĵ�đ�����(xi��ng)�M(j��n)�����_��ʩ����
�����塢����
�������O(sh��)Ӌ(j��)�r(sh��)�������c(di��n)���ǿ��]�ɺ������a(ch��n)����׃�Ρ�
����1�����әM�տs
�������^�M���տs��ָ�c���p��ֱ�ǵ��տs���@�N�տs�����לy(c��)������ǰ���^(gu��)���N���ӵ��о����ܙM���տsӰ����ľ��Ǻ������c�¿��g߅�g϶����ˣ����O(sh��)Ӌ(j��)�r(sh��)��횿��]Ҫʹ�¿ڵ��Π������ݼ{���ٵĺ��������g߅�ĺ�ȼ��g��Ҫ���]�ͽY(ji��)�a(ch��n)�������ķ�����?x��n)?n��i)��ʩ���r(sh��)����횰�Ҏ(gu��)�����¿��Π�A(y��)���տs�����Ķ�ʹ���������տs��Ě���׃����Ȼ�ܵõ����_�Π������(����?q��ng)D9)��
����2�����ӏ��տs
�����v���տs��ָ���p������տs�����ƽ䓰����a(ch��n)�����@�ӵ��տs�����տs����Փ��С������(hu��)�ɞ醖(w��n)�}�����ǣ�����t��Ȼ���@�N�տs��(hu��)�a(ch��n)����(x��)���F(xi��n)�����Ա��Ҫ����ע�⡣
�����@�N׃������غ��p����a(ch��n)���Ě�����(y��ng)���ӽ��������c(di��n)����(d��ng)ˮ��ԇ�(y��n)�r(sh��)������ˮ��ԇ�(y��n)�a(ch��n)���������ã����������Ȼ��һ��������׃�Κ�����(l��i)(Ҳ�����f(shu��)�����Ժ�ԭ�β�׃�ر�����(l��i))����ˣ��ͱ�횿��]���p߀Ҫ�����M(j��n)������̎�����Ķ���(j��ng)�^(gu��)�^��ص����Ρ�
����3����׃��
����䓰�ɂ�(c��)���ں����տs��������a(ch��n)����׃�Ρ������@�N׃�Σ���ɷ��^(��Ƭ�M�b)����ʾջ��ε����^���������^���ÿ����⣬��(du��)�������ď�(qi��ng)��Ҳ�O�鲻����
��������O(sh��)�룬��䓰��M(j��n)�Ќ�(du��)���r(sh��)�ⲿ������ĺ�������ȣ���ô��׃�ξ͕�(hu��)С�����ǣ���(sh��)�H�������Ⱥ��c��Ч���кܴ�IJ��


�����D10��a����ʾ�ǃ�(n��i)���⽻�溸�ӵ����(b)�Dz��������������һֱ�������棬���ӕr(sh��)�g�����]��׃�Ά�(w��n)�}����c�������ڱ��溸�ӣ�Ȼ���ڱ����_(k��i)�ۣ����M(j��n)�б���ĺ��ӣ������c������¿��Π�Ҫ�м�(x��)���Կ��]����d���DZ����c������¿������ͬ��(e)���_(k��i)�۵���ȵ�һ�롣�@�ӣ��@�ӣ��mȻ���溸�ӱ��^���㣬��������һ��(c��)��(hu��)�a(ch��n)����������(du��)�ȱ��I(l��ng)Ҫ����ע�⡣
����һ�㌦(du��)���_(k��i)�¿ڵ�Ҫ����D11��ʾ�������¿ڽǶ�a�������Ժ���֮�еėl������խ���ã������45��50�ȣ����]���и��`���Լ����b�`�һ��Ҏ(gu��)��50��60�ȣ���(d��ng)䓰����^��r(sh��)��Ҏ(gu��)���¿ڳ�U�Ρ�������¿ڵĽǶ�B�Ĵ�С��Ҫ���ڱ����P����һ��Ҏ(gu��)��90�����ң��¿ڵ����a��bҪ����(j��)e�������ȴ_��e����ȣ�һ��Ҏ(gu��)��a��b�����(xi��ng)e����c(di��n)0.4���ҡ��g߅�ĺ�Ȟ�c��Ҫ����(j��)���Ӵ��������]�����װ��b������(sh��)Ҏ(gu��)����2��3���ס���(j��)���ϸ��c(di��n)�x���¿��Π�r(sh��)����Ҫ���]������������¿ڼӹ��e(cu��)�`����Ҫ���]����¿ڼӹ��|(zh��)��������Ҫʹ�¿ڵķN�(l��i)�M���٣���ʽ��(ji��n)�Σ�����(j��)����(ch��ng)�Č�(sh��)�H���������x����
����4��(d��ng)����^���䓰庸������r(sh��)���Ҫ�M(j��n)���˻�̎���������˻�r(sh��)Ҫ����ʮ��ע�⣬��ֹ�a(ch��n)��׃�Ρ�
���������īI(xi��n)��1������Ɖ�������Ҏ(gu��)����
����2���������փ�(c��)��
����
����(bi��o)�}���������������`�����
�D(zhu��n)�dՈ(q��ng)ע����(l��i)�ԣ�http://www.56st48f.cn/fblw/ligong/jixie/4020.html
���P(gu��n)��(w��n)�}���
�zӰˇ�g(sh��)�I(l��ng)��AHCI�ڿ����]��Phot...�P(gu��n)ע:105
Nature���¶��W(xu��)���ӿ�Nature Com...�P(gu��n)ע:152
��С�W(xu��)�̎�ֵ���˽⣬�@Щ�����W(xu��)...�P(gu��n)ע:47
2025�ꌑ(xi��)����W(xu��)Փ�Ŀ����õ�19��(g��)...�P(gu��n)ע:192
�y(c��)�L�I(l��ng)��Ƽ������ڿ��x�� �p����...�P(gu��n)ע:64
���r(sh��)�_(k��i)Փ�ęz���C������Ҫ�P(gu��n)ע:52
�Ї�(gu��)ˮ�a(ch��n)�ƌW(xu��)�ڿ��Ǻ����ڿ����P(gu��n)ע:54
��(gu��)�H����(sh��)��Ҫ�˽�Ć�(w��n)�}����P(gu��n)ע:58
��������(sh��)�ܷ��u(p��ng)�Q(ch��ng)���P(gu��n)ע:48
��ŌW(xu��)����Щ��Ͷ���SCI�ڿ���ֵ...�P(gu��n)ע:66
ͨ�Ź����ИI(y��)Փ���x�}�P(gu��n)ע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�P(gu��n)ע:121
�u(p��ng)�Q(ch��ng)�l(f��)Փ�ĺ�߀�dz���(sh��)���P(gu��n)ע:68
��(f��)ӡ��(b��o)���Y����Ҫ�D(zhu��n)�d��(l��i)Դ�ڿ���...�P(gu��n)ע:51
Ӣ���ڿ����峣Ҋ(ji��n)��Փ�Ġ�B(t��i)����...�P(gu��n)ע:69
Web of Science ���ĺϼ��ڿ��u(p��ng)��...�P(gu��n)ע:59
����Փ�ķ���
�����O(sh��)Ӌ(j��)Փ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C(j��)�һ�w��Փ�� ���bՓ�� ��ͨ�\(y��n)ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅ�(d��ng)��Փ�� ܇(ch��)�vՓ�� ұ��Փ�� ���I(y��)�O(sh��)Ӌ(j��)Փ�� �C(j��)еՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)