80 t�D�t��䓹����A�����ĵ��b���g
���ٙ�Ŀ���CеՓ�� �l�����ڣ�2010-09-06 15:55 ��ȣ�
������������Ҫ����ɽ����ʢ��F����˾80t�D�t��������A������ʽ����Ρ�ֱ���p֫��б���p֫���N��ͣ���Ӌ141�������������_135t������ʩ�����غ������ƣ��������������^����οƌW������Ч������A�������b����Ҫ�����OӋ�;���Ӌ���c�F���y���������̽��^����Ӌ�㣬�������x��������280t�Ď����������Q���������b�y�}��
�����P�I�~����䓣��A�������A�ƣ����b�������ף����b��
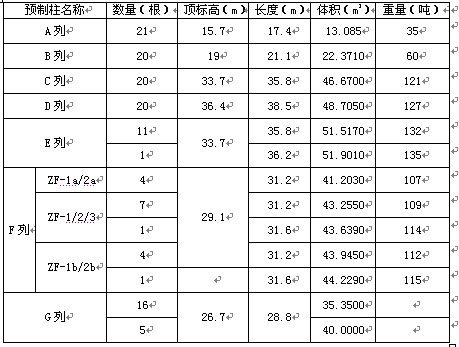
����һ�����̸śr��ɽ����ʢ��F����˾80t�D�t������S�������B���żܽY�����A������ʽ�������Ρ�ֱ���p֫��б���p֫���N��ͣ���Ӌ141������������w�ߴ�ԔҊ�A�����yӋ������1����
���������A���������鹝ʡ���ڣ�����ʩ���M�ȣ����ҷ��c�I�������OӋԺ�f�̛Q������һ�ε��b����ʩ����λ���������ļ��g��ʩ�ԝM�㷭�������b�^���еĽY����ȫ��
�������������^�L���������DZ����̵�ʩ���y�c�����y�c������A�����\ݔ�O�����y����횬F���ͽ��A�ƣ�����̫�L�y���_��ȫ���ͽ��A�ƣ�ֻ��������˱M���f�{���@�ӄݱ���ɵ��bʩ�����صĪMС�͵��bʩ���ć��ز��B�m����ʹ���͵��b�O��C���ͳɱ����M��ͬ�r���ڴ����A�����ĵ��\�������oʩ�������ܴ����y��
������һ���A��ǰ�Ĝʂ�
�����ڵ��b�O�������Լ�ʩ���F�����S�ėl���£��҂��M���˶����OӋ��Ŭ���ҳ������������ķ����M��䓽���������ĬF���A�ƣ��Ԝp�ٶ��ΰ��\������ʩ���ɱ������ӡ������������A�_�����S���b���Ⱥ��_ʼ���b��
����1.���b�O����x����A��
����������A�����ĵ��b��һ���x����_��܇��ͬ���I��һ�_��܇�������һ�l�������_���\�ͣ���韒��A�������yȫ����λ�A�ƣ���Ҫ�̾��x���ΰ��\����ͬ�r�����ֹ���ӃA���������Ď������܃�����܇��������^�����A�������b�����Ď�����
����ͨ�^�о����ؙC�ęCе���܅�����280t�Ď����ܝM���������w�A��Ҫ���Ŀ���ϵ���_���x�����280t(�ۗU�L45�ס����D�돽14�וr����������95���M��Ҫ��)��150t�Ď����M�е��b��ͬ�r����60��ǧ��픃��_���������Լ��˰������N�����֡����ߡ����K�����ɡ�
����2�����w�A���c�ֹ��A�Ƶ��x��
������ԓ�����_��ǰ����ʩ������������ƹ��̣����^�c֮�������^���l�Fɽ�������A�����߶ȡ����ȶ��h����֮ǰ��ʩ���Ĺ��̣���ʹ�ֹ��A�Ƶ��b���½����L��29.4m������111t����300t��܇���b��ͬ�r߀�����M����䓲ĺ��˹������b�������L���C�Ͽ��]�Y���Q�����Ӳ�ȡ���w�A�ơ�
����3�����b�ס��������x��
������1�����b��Ӌ���x��
�������b��Ҫ���O�������Ŀv�����ľ��ϡ��@�������ڵ��x��������_�ܱ���ˮƽ�����뱭�ں�����������������b��ƫ�x���ľ������_�Aб�����|��ƽ�Ӳ�λ������ƽ�ӣ����������dz����y�����H���L���b���ڣ������y�Ա��C�˸ߜʴ_����ɵ��b�M�Ç��س�֧��
�������b�cλ��ͨ�^��e��ƽ��Ӌ�㡣�����ӷָ�ɶ�����eС�w����������ƽ�⼴�ɴ_������ţ��̎�M��λ�á��v��λ��һ���x����ţ��̎�����������g��ƫ�²�λ��
������ţ��̎䓽��^�ܣ����˷�ֹ���b�r���b���Ɖ�ԓ̎�ţ��ڵ��b��̎���ò�С��4mm�ں�ĺ��ܣ����܃ȏ��ȵ��b��ֱ����10—20mm��
������2���������x��
�����A��������һ����õ��h�����A䓳��^��30��ʩ���y�����������䓰����档�ڵ��hλ���A������䓰�ɶ��z��ÿ��1-3����ĸ���|䓰�|���õ��b���ӺͿ��h�c䓽z�K�B�ӡ�
������������ʩ����ͨ��60t���¡�25m�L�������Ӳ��Ã��c�������������σɗl֮һ�IJ������c���������g�������������L�ȷ��������λ���ϡ�
�����^��������䓽��ܼ����g��С���ʲ��ñ�䓰�ֱ����5--10mm�ĺ���䓹ܙM���^�������ӣ����C䓰�������^������r���o�܉��^�š�
������Ӌ�㷭��������45̖̼�؈A�:A��B�SΦ75�����SΦ100�����b������45̖̼�؈A䓣�A��B�SΦ75�����SΦ150��
�������b�ס�������λ��Ҋ���D1��
����4�����������ߵ��x����OӋ
�������ε��b����6×37��䓽z�K���������78mm�����Q�������Ȟ�1850N/mm2�����L��90m���䰲ȫϵ������6��
����䓽z�K��z��һ�������г��^10%���P�g�����ĥ�p�_40%�Լ����������Y��׃�Α���Uֹͣʹ�á�
����5�����ӱ���̎�ļӏ�
�������������^�L�����^���OӋԺδ���]�A���������^����׃����̎�ĺ��d�����ֹ�A����׃����̎�ڷ����^���Юa��Ҏ�����S����ѿp���ҷ�ʩ���r��׃����̎��䓰��M���˼ӹ̡����w��ʽԔҊ�D2��
����
����
���� 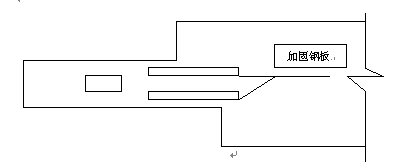
�� ���D2
�����������wʩ����ˇ
������һ����ˇ����
���������A�ƣ��A����ƽ�沼�� ����ƽ�� �ž� �u̥Ĥ����Ĩ��ˢÓģ��̥Ĥ������ž��[�Ŵ��O����䓽��ü��ӽ���
�����z����漰�������������䓽�|�K��䓽�����䓽�\����桢�������֧ģ�ŝ�עˢÓģ��
��������һ�����
�������ӵ��b
���������ͻ��A��̖��̖�������Ҿ�̖ƽ����������ľ֧���c��⣨ţ�Ⱥ����_��3--4m��280t��܇��λ���������������150t��܇��λ���Ã�܇ͬ�r���150tǰ��150t�˳�
����280t���������뱭�������L�K�õ��У��280tժ�^�ŝ�ע
��������������Ҫ�c
����1���A��
����ƽ�沼�Õr�M����λ�[�ţ��p�ٶ��ΰ��\��
�������x�����ÙC�ͣ�ʯϞ=3��1����̥Ĥ������������һ��2-3�顣
����ע��z����b�ס�������λ�ã����Cλ�Üʴ_��
�����ڶ������_ʼ�r��Ҫ�ѵ�һ�����ϱ���ͻ����䓽�F�z�������Ƀ���������Óģ�p�ٲ���Ҫ��������
����2�����b
�����鱣�C�����C��ȫ���ڵ��b���ӕr����܇ÿ�l�Ď�����|һ�K30×2.0×6m��䓰塣
���������C�ز����٣������ж����ٷ������_������A���������������Ƕ��^С�r�c���C�֓����d����ǰ�\�ͣ��e�����C�Cе���ܸ���ϵ���^С�r��
�����ό�������r������֧���c������ƽ�R���Ը�֧�η��̣���ֹ����ͻȻ���䣬������Ӻ͵�܇�Ă�����
�������ӷ�����λ���粻���r���b������֧��Ҫ����ֹ�A���������ӷ�����������C�Q���b���ߕr�������C�ڷ����c�ϵ������ӷ�ֹ�A����
���������ڄ������Cе�O��Ͷ��
������һ���ڄ���Ͷ�룺��ָ�]һ�����������\ݔ�����ع�5���������ˆT20�������b�����ع�6���������ˆT28����
�����������Cе�O��Ͷ��
������̖ �Cе���O�����Q ��̖ Ҏ�� ����
����1 �����C �_ 1
����2 ��·�C �_ 1
����3 �b�d�C �B��50 �_ 1
����4 ��ʽ�C �_ 1
����5 ���� 280t �_ 1
����6 ���� 150t �_ 1
����7 ��܇�� 50t �_ 1
����8 ��܇�� 25t �_ 1
����9 ��� 5t �_ 1
�����ġ�Ч�����
��������A������ʩ���^���У��˹��M���Ļ����]�ж���e����Ҫ�ڵ�܇�ĺ͵��b�������x���ϡ�
�������������L���^���A�����ֹ��A�ơ����b����܇�Cе�x������280t�Ď�����������Cе�_�����ӣ�ͬ�r����������20�죬��ʩ�������I�����pʧ����������ӣ�������Ӌ�ҷ�ʩ���M�ù�ʡ9.5�fԪ��
�����塢���Y
����������ȫ���A�������b����27�죬ƽ��ÿ����b5�������ڜʂ��֣����b�^�̿�ݜʴ_������ȫ�����bһ�ξ�λ�����`�����Ҏ��Ҫ���ȡ�
�����A�����yӋ��
�������������īI��
������1�������s������ʩ��Ӌ���փԱ������Ї��������I������2002.2
������2������ʩ���փԱ������Ї��������I������1999.1
�����}��80 t�D�t��䓹����A�����ĵ��b���g
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/jixie/4031.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^