����ʽ���D���U���OӋ
���ٙ�Ŀ���CеՓ�� �l�����ڣ�2011-04-03 08:12 ��ȣ�
��������܇���ྀ�ݼy
����܇���ྀ�ݼy�r����Ҫ��Q�ݼy�ķ־������г��N���E�ąf�{�������ྀ�ݼy�ij���ԭ�����ݼy�־����S��־����͈A�ܷ־����ɷN���@���B�S����^��
������܇�õ�һ�l������֮��܇�����ݼy���@�U���S�������Ƅ�һ���ݾ࣬��܇�ܶ��l�����ۡ�ֻ��ʴ_����܇���Ƅӵľ��x���Ϳ�����ɷ־�������
����4��܇�������ݼy
���������ݼy�Ǒ��úV���Ă����ݼy������Ҫ���^�ߡ�һ����r�£�����Ҫ�ִ�܇�;�܇�ɴ��M�У��@�r����܇������һ��Ҫ���ݼy���Ͳی��ߴ�С0.5-1mm.��܇������һ������ݼy���Ͳی�����0.02mm����܇���ĵ������]���ݼy��������g϶�͵���ĥ�pҪ�Դ����ݼy���Ͳی���һ������g϶���ݾ�Ĵ_��1/100-1
��������܇������Ӱ��ݼy���Ͳی��ߴ磬����������ĥ���b���Ĝʴ_�ԡ��b���r�������Б��c����S��ƽ�У���ߵ̈́t���M���������S���D���ģ�����������������
�������������^���U�IJ���
���������������ܵĺÉģ�����ȡ�Q�����쵶���������ֵIJ��ϣ����߲��ϵ�����ֱ��Ӱ푵��ߵ����öȺ����a�ʵĸߵͣ��ӹ����Ⱥͱ���ֲڶȵă��ӣ���ˣ������߲��ϵĺ����x���ǘO����Ҫ�ģ�
����������ʲô�����Ƴɵĵ��ߣ��������^���ж����в�ͬ�̶ȵ�ĥ�p��������ĥ�p���ӹ��|�����ɱ������a�ʶ�����ֱ�ӵ�Ӱ푣����ߵ���ĥ������ĥ�p�Ŀ���Ҳ��Ӱ푣����Ե�����ĥ������Ҫ��
���������Bһ�������ݼy���^�IJ��ϣ����c����ĥ�Ƕȣ�
�������߲������ܵĺÉģ�����ȡ�Q�����쵶���������ֵIJ��ϣ����߲��ϵ�����ֱ��Ӱ푵��ߵ����öȺ����a�ʵĸߵͣ��ӹ����ȃ��ӵȣ����ԣ������߲��ϵĺ����x���ǘO����Ҫ��
����1.�����ݼy܇���֞�ɷN�������ݼy��܇���������ݼy��܇����
����(1)�ݗU�ݼy��܇�������^���ϣ�W18Gr4v,HRC=62��65mm�ӹ����ϣ�̼䓺Ͻ�䓵ȣ�����Ǒ�С�����ͽǣ����⌒�ȑ�С�����Ͳ۵�W��
����(2)�����ݼy��܇��,���^����:W18GR4V,�ӹ�����̼����Sɫ䓵ȵ���ǰ��ĥ��R23�ķ�м��,�ɂ�������֮�g�ĊA�ǵ������ͽǣ�����ǰ�Ǟ���ȡ��D������
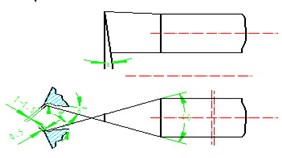
������������V=1��4m��min
����t=0.02��0.1mm
����a=5°��7
���������YՓ��
���������N�����IJ�醣���C�˴˵��U�Č����ԣ������ԏ��ȼ��ӹ�Ч�ʾ������@��ߣ������OӋ��߀�����S��㣬�������^�m�������ƴ˵���ʹ���ʹ�á�
������.���x�~
������Փ�ĵĕ����õ����Ĵ�ˮ늸������WУ�Cе�M��λ�ώ��Ď���,�����ұ�ʾ���ĵĸ��x.
���������īI��
����[1]�S�Q͡���x��季��ձ��P�����������C�����ϣ����������Cе���I�����磮2004��
����[2]����ƽ������������ʿ�����Cе���칤ˇ�W�����Ĵ���ӆ���������I���I��W������l�У�1999��
����[3]�Ϻ�������W��ꑄ��У��O�Ҍ�����������ԭ���c���ߣ��������Cе���I�����磮2001��
����[4]��Ⱥɽ�����p�ܣ����I���a���g���A���������Cе���I�����磮2001��1
�����}������ʽ���D���U���OӋ
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/jixie/8054.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^