�ݠ��������X�ܳ�܇�gʩ����ˇ
���ٙ�Ŀ���V�I(y��)Փ�� �l(f��)�����ڣ�2010-08-25 13:40 ��ȣ�
��������(n��i)��ժҪ����������Ҫ��B�˰ݠ��������X�S�ܳ�܇�g��ˇ���̺�ʩ����ˇ�������w�F(xi��n)�����߶����ʩ����(j��ng)���V��ͬ�ʹ�ͬ̽ӑ��
�������P(gu��n)�I�~������ˇ���̣�ʩ����ˇ������������
����
�����ܳ�܇�g�����������X�Ŀ�����K����������Ó�衢�߉��÷����Ό�(d��o)���A(y��)�ᡢ�ܳ���ϡጡ��ܳ���ϴվ�傀��ˇ��헡������ܳ�ϵ�y(t��ng)��ˇ�������M(j��n)���ٸߜء��߉�����(qi��ng)���g�����O(sh��)����w������ˇ��(f��)�s�����g(sh��)Ҫ��ߡ���ˣ������ܳ�܇�g�Ĺ�ˇ���̼�ʩ����ˇ�����������̵�ʩ�����P(gu��n)��Ҫ�������ˇ���̺�ʩ����ˇ�M(j��n)�к��εĔ������Թ��V��ͬ�ʹ�ͬ̽ӑ��
����һ����ˇ����
�����ܳ�܇�g�ܵ�����ܵ�ݔ�͵Ľ��|(zh��)�֞飺�ϝ{�ܵ����������ܵ������������Ͳ����Ԛ��w�ܵ�������ˮ�ܵ�����ˮ�ܵ������s�՚⣨�������L(f��ng)���x���L(f��ng)���ܵ���ѭ�h(hu��n)ˮ�ܵ�������ܵ����õ���sˮ�S��ˮ�ܵ��������ܵ�����ˮ�ܵ������Ϲܵ�ϵ�y(t��ng)�����ϝ{�ܵ����������ܵ�����������������ˮ�ܵ�ϵ�y(t��ng)�Ĺ�·����(f��)�s�����g(sh��)Ҫ��ߡ��y�ȴ�
����
����
����
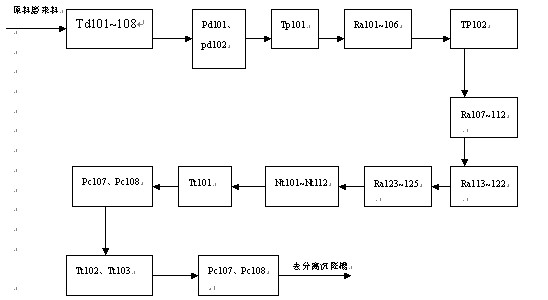
����1. �ϝ{����
�������� 
����
������ ���ϝ{����ʾ��D1
����
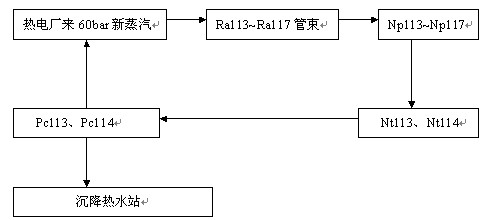
����2. ��������������ˮϵ�y(t��ng)
����
����
����
����������������������ˮ����ʾ��D1
����
����
����
����
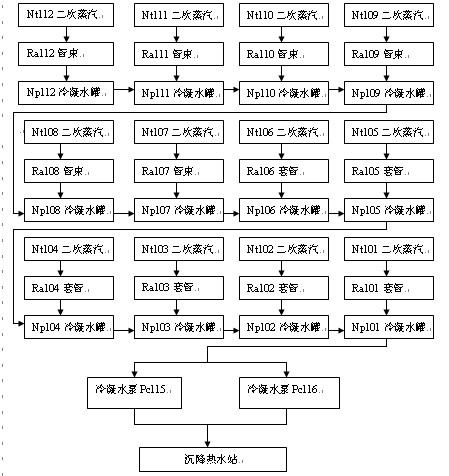
����3. �W����NT101~NT112�Ķ���������������ˮϵ�y(t��ng)
����
����
����
������������������������ˮ����ʾ��D1
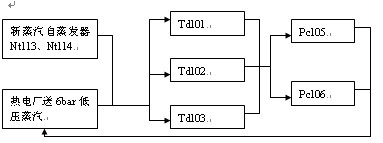
����4. �����������l(f��)��Nt113��Nt114����늏S����6bar�͉�������������ˮϵ�y(t��ng)
����
����
����
���� �É�ˮ����ʾ��D1
�����O(sh��)�����QԔҊ��һ��
��������ʩ����ˇ
����1 �ܳ�܇�g��(n��i)��ˇ�ܵ������c(di��n)
����1.1 ��ˇ�ܵ��ķN�
������ݔ�ͽ��|(zh��)���У��ϝ{�ܵ����������ܵ������������Ͳ����Ԛ��w�ܵ�������ˮ�ܵ�����ˮ�ܵ���ѭ�h(hu��n)ĸҺ(�AҺ)�ܵ������s�՚�(����ͨ�L(f��ng)���x���L(f��ng))�ܵ���ѭ�h(hu��n)ˮ�ܵ�������ܵ����õ���sˮ�S��ˮ�ܵ��������ܵ�����ˮ(��)�ܵ��ȡ�
����1.2 ��ˇ�ܵ���ˇ����(sh��)
������ˇ�ܵ���ˇ����(sh��)��͜ص͉����М��е��
����1.3 ��ˇ�ܵ�ϵ�y(t��ng)���麬�AҺ�w�����a(ch��n)�r���g��
����1.4 ��ˇ�ܵ��ĽY(ji��)��(g��u)
�������ӡ��ܼ��IJ��Ϟ�̼��䓡���(y��u)�|(zh��)̼��䓺������~�|(zh��)�ܼ��������(f��)�Ϲܣ������x�É��Ə������Ə����x�Ì������m��ƽ�����m������|(zh��)�郞(y��u)̼��䓺͵ͺϽ�䓡��B����˨�͆��^��˨(�ߏ�(qi��ng)��˨����ͨ��˨)�����m�ܷ����x�íh(hu��n)�ν��ى|��ʯ�����z�|����(f��)�ω|��䓹ܲ��ú��Ӻͷ��m�B�ӷ�ʽ��(g��u)�����N���|(zh��)��ݔ��ϵ�y(t��ng)���ܵ�֧����ʽ�л��֧�ܡ��̶�֧�ܡ���N��У�����֧�ܡ�����֧���ܡ����ܡ��̶�֧�ܡ��������⣬����|(zh��)����̼��䓡����ú��ӷ�����(g��u)��֧�܌�(sh��)�w��
����1.5 ��ˇ�ܵ���(f��)�s�����b�y�ȴ�
�����ܳ��^(q��)�ͳ����^(q��)�������X�ݠ����ĺ��ģ������ࡢ�۹ࡢ��ࡢ����B�ӵĹ�ˇ�ܵ�����ˇ�ܵ���(f��)�s�����b�y�ȴܵ��ĺ��������p��̎���������|(zh��)��Ҫ��ߡ�
����1.6 ���������^��
����φ27×3��φ1220×8�ܵ����b12000���ף����bDN15��DN1200�ķ��m5000��Ƭ�����bDN15��DN700���y�T1000������֧���������b��150������
����2 ��ˇ�ܵ����b��ˇ����
������ˇ�ܵ����b��ˇԔҊ�������D��
����3 ��ˇ�ܵ����bҪ�c(di��n)
����3.1 ����ʩ�����ˆT��Ϥ�O(sh��)Ӌ�D�������P(gu��n)Ҏ(gu��)����Ҏ(gu��)�������չ�ˇ���̺�ˇ����(sh��)���O(sh��)Ӌ��(bi��o)��(zh��n)��
����3.2 �ܲġ��ܼ����y�T���B�Ӽ���֧���ܲ����M(j��n)����գ���؛����Ʒ��횾��в��|(zh��)�C�����ͺϸ��C�����ҙz�ϸ�
����3.3 ����Ҏ(gu��)��Ҏ(gu��)���ď�(f��)�z(�)�IJ��ϱ���M(j��n)�Џ�(f��)�z(�)���o�`��ʹ�á�
����3.4 �M�b�Ͱ��bǰ�˜�(zh��n)�ܲġ��ܼ����B�Ӽ�(���m����˨���ܷ����)��֧���ܵķN���̖��Ҏ(gu��)��Ͳ��|(zh��)����ʹ�á����a(ch��n)�y�T��Ҏ(gu��)��Ҏ(gu��)���M(j��n)�Џ�(qi��ng)��ԇ�͇�(y��n)����ԇ�ϸ�ʹ�á�
����3.5 �Ӵ��ڬF(xi��n)�����A(y��)�������A(y��)�M�b����
����3.6 ����(j��)ʩ���D�Ͱ��bλ���M(j��n)�Мy�L���y�����������������������ߡ���Ҫ�r���Üy���x���ȷ������y����(sh��)�H�İ��b�γߴ磬���L�Ʋ݈D��
����3.7 �ڵ��b��λ���S�ėl�������A(y��)�ƺ��A(y��)�M�b���M(j��n)���A(y��)�ƺ��A(y��)�M�b������(bi��o)ע��̖(���D���Ĺ�̖)�ܶξ�̖(�Ծ�)�����ܶε�һ���ڰ��bλ�����^�r�������{(di��o)���L�ȵ�������һ��50mm���ˡ��M���Ӵ��Ӻ��������p�ٹ̶���������ͬ�r�����ܵ��|(zh��)����
����3.8 ��ˇ�ܵ����b�rҪ��(y��n)����ƹܵ��������¶��Է����|(zh��)ֹͣ��ӕr���F(xi��n)���ϡ��e�϶����F(xi��n)��
����3.9 ���_̎���ܵ�����Û���}�ǜp�ٟᑪ(y��ng)�����е��P(gu��n)�I�����_���չܵ���Û�������Û���������b���֧�̶ܺ�֧������(zh��n)�_̎�폗��֧�ܵĉ��s��������֧������ϵ�y(t��ng)��ԇ�ǰ�����ɵĹ̶��N�o��˨ȡ�¡��O(sh��)��Û���r����횰��b�ϸ����O(sh��)Ӌ��Ҏ(gu��)��Ҏ(gu��)���M(j��n)���A(y��)���졣�O(sh��)�Ќ�(d��o)��֧�ܺ͌�(d��o)���횰��b�ϸ�
����3.10 ���_̎���ܵ��ĸ��ӑ�(y��ng)�����кܵ�������əC(j��)е�O(sh��)�����ǰ��b����һ���P(gu��n)�I���}����Qǰ�ߵĆ��}�Dz����S��(qi��ng)�ƌ���(���A(y��)����IJ�λ����)���_���b֧���ܣ���Q���ߵĆ��}�Dz������O(sh��)���M(j��n)�������Ϗ�(qi��ng)�ƌ��ں��A(y��)�����_���b֧���ܡ�
����3.11 ��(d��o)�ܡ��A(y��)���B�ӹܡ�����(��)�A(y��)��ֱ�ܺ͏��ܱ�횰���(sh��)�H���bλ���A(y��)�M�b����Ҫ����ù̶����ӣ�Ȼ���b���������̷����ϻ�����ڈD��Ҏ(gu��)���ķ���λ���ϡ�
����3.12 ���_̎�����m�Ӻ�����ܷ↖�}��һ��̎�����m�Ӻ����|(zh��)�����o���ۺ��P�������Ǚz��ͱ��C�ܷ�����|(zh��)�������zʯ�މ|Ҫ�o�Ѻۡ����٭h(hu��n)�Ή|�����S��׃�εĜϺ۬F(xi��n)�����γߴ��c���m�ϲ۳ߴ��Ǻϣ����Ƿ��m���c�������ı��C��ֱ���Է�“����”�F(xi��n)����F(xi��n)�����m����һ�ɿ��g���á�
����3.13 �P(gu��n)�ڭh(hu��n)�B�淨�m(���c�y�T�B�ӵķ��m)�̶����ӕr��ֹ�a(ch��n)��“���”�F(xi��n)����ʹ�p�����m�ܷ������٭h(hu��n)�|�Ć��}��̎��������ʩ��ǰ�ڷ��m�ɂ�(c��)�ӿ��늾������w�ӷ��F(xi��n)����֮��
����3.14 �y�T���b
����3.14.1 ���O(sh��)Ӌָ�����M(j��n)���ڷ����b���y�T�⣬�����y�T�ļ��^һ��ָ����|(zh��)�����ӷ���
����3.14.2 ���m�B�ӵ��y�T(�h(hu��n)���淨�m�y�T�̶����ӳ���)�ͽz���y�T�����P(gu��n)�]��B(t��i)�°��b��
����3.14.3 �����y�T���h(hu��n)�B�淨�m�y�T���ù̶����ӕr���y�Tһ���_�������P(gu��n)�]���b��ʩ���Y(ji��)�����y�T�P(gu��n)�]��
����3.14.4 ��ˮ�yһ��ƽ�b����(y��n)�����b��
����3.14.5 ����(ˮ)�y�������y�İ��b�����˷�ֹͶ�a(ch��n)�\(y��n)�Еr�e��(ˮ)��ɶ����F(xi��n)���y�T����ڹܶ��������ã��ڲ����y�T����ėl���¾������������á��ŷſڰ��b450���ܳ���ϵ���ˮ���o��ˮ�ϕr���ŷŷ���ָ����ˮ�ϻ�o�����ߵİ�ȫ�����ŷŹ��O(sh��)�ù̶�֧�ܼ��Թ̶���
����4 ��ˇ�ܵ����ӹ�ˇ
���������|(zh��)���Ŀ������P(gu��n)�I�����^�̣���횇�(y��n)���C�����|(zh��)�����_�������|(zh��)����횺������գ���ѭ���ӹ�ˇ��
���� ���O(sh��)Ӌ����(���O(sh��)Ӌ��(bi��o)��(zh��n)����������ָ��������)≥4.0Mpa��ϵ�y(t��ng)�������⏽≥60mm�ں�≥3.5mm�r���Ú��(li��n)���ĺ��ӹ�ˇ�����ֹ��u�O�廡������ֹ�늻����w�棻�����⏽<60mm�ں�<3.5mm�r���Ú⺸�ӡ�
���� ����ʩ���Љ��ܵ���ݔ���и��g���|(zh��)��늺�����횽�(j��ng)�^��ԇ�ϸ������|(zh��)�z���g(sh��)�O(ji��n)���ֺ��l(f��)�ĺϸ��C���ĺ�����(d��n)�Σ�����(y��ng)��(y��n)�����ֺ�λ�ķ���ʩ����
���� ʩ��ǰ��횸���(j��)���ӹ�ˇ��������(sh��)�H��r�İ��b���c(di��n)�������ӹ�ˇ���x������ĺ��Ӆ���(sh��)��
���� ���ӕr���S��ͭh(hu��n)���ض�
����̼���-20������
�����ͺϽ�䓡��յ��-10������
�����иߺϽ��-0������
���� ���l�����z��̖���x��
����ʩ��20G�ܵ��ֹ�늻��x�ú��l��̖�飺E5015(J507)���u�O�廡���z����̖�飺H08MnA(J50)��
����ʩ��20#䓹ܵ��r���ֹ�늻����x�ú��l��̖��E4303(J422)���u�O�廡���z����̖��H08MnA(J50)
����ʩ��20G+16Mn�ܵ�(���m)�r���ֹ�늻����x�ú��l�ƞ飺E5015(J507)���u�O�����z����̖��H08MnA(J50)
����ʩ��Q235-A����(֧��)�r���ֹ�늻����x�ú��l��̖�飺E4303(J422)��
����ʩ��20G+Q235-A��20#+Q235-A����(֧�������c�����B�ӕr)���ֹ�늻����l�x��E4303(J422)��
�����⺸���z����̖�x��H08A��
����늻������l��ʹ��ǰ����횰�Ҏ(gu��)���M(j��n)�к��̎�����濾�ضȞ�250��--350�棬�r�g��1—2h��ʩ���rʹ�ñ������A�档
���� ���⼃�ȑ�(y��ng)��98.5%���ϣ���Ȳ��ĺ������ͺ�̼��������Ҏ(gu��)�������ļ��Ȳ�����99.96%�Һ�ˮ������(y��ng)����50mg/m3��
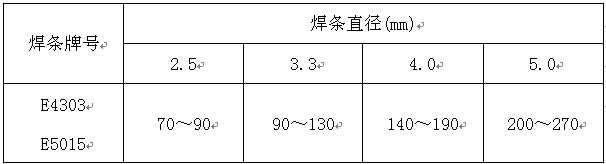
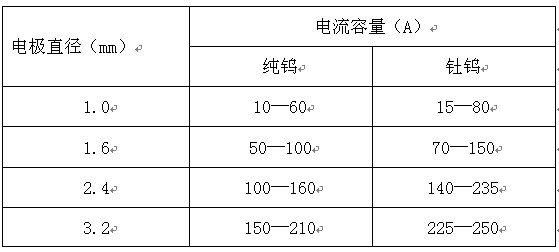
���� �ֹ�늻����r������λ�õ��x��(y��ng)����(j��)�ܱں�ȡ����^��ʽ�ͺ��ӌӔ�(sh��)�Q����
�������ӌӔ�(sh��)�Ʌ����±��x��
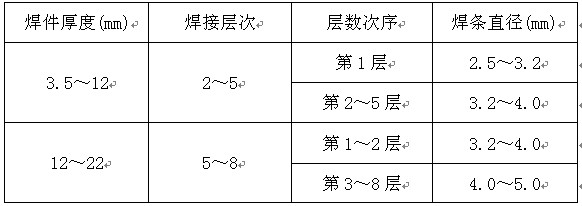
�������������Ú塢�(li��n)���r�ɱ���ĵ�һ�ӻ��һ���ڶ��Ӟ��u�O�廡����ף����zֱ����Φ2.4mm��
����������ƿɅ����±�
�������ϱ��ƽ���rʹ�õ��������������б�����r����ˇ�u���������
����4.8 �ֹ��u�O�廡��
����4.8.1 ���ӕr�����_�x��Ҏ(gu��)����ʹ���p�γ����úͺ����^�̷�(w��n)���ı��C��Ҏ(gu��)�����x����Ҫ����(j��)���ϣ�������ȡ����^�γɺͲ����������؛Q����
����4.8.2 ��ֱͬ���u�O�����������^��Ҋ�±���
���� ����
����
��������
����̼��䓡��Ͻ�䓺����u�O�廡���Դ�N͘O�Ԟ�ֱ�������P䓺����廡���Դ�N͘O�Ԟ�ֱ�����ӷ���
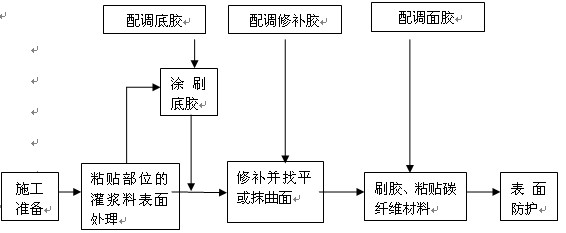
����4.9 ��������
����4.9.1 �x����m���¿���ʽ�ͺ��ӹ�ˇ����(sh��)�����z�麸���O(sh��)���Ƿ������͜�(zh��n)���Ҫ�ĺ��ӊA�ߡ�
����4.9.2 ����ǰ����ÙC(j��)е�����W(xu��)����������ڃɂ�(c��)��(n��i)������漰���z��������ۺ�����Ĥ��
����4.9.3 ���˷�ֹ���Ӄ�(n��i)���Ĵ����L(f��ng)Ӱ푺����|(zh��)�������Ӄɶ����Ʋ�������
����4.9.4 ���˷�ֹʩ�����ص��L(f��ng)��Ӱ푣�����(j��)�F(xi��n)���ľ��w��r�����÷������������O(sh��)������
����4.9.5 ��������ں������M(j��n)�У���(d��ng)�^��늻�ȼ����(w��n)������Ᵽ�o(h��)�����Ժ�ʩ����
����4.9.6 ��λ���c(di��n)�Ĵ�С���g�����(j��)������ȡ��������|(zh��)���Y(ji��)��(g��u)�Π��Q�����ڱ��C����ǰ����(y��ng)�M��С����������ڻ��������ۻ��γ���Һ�������Ӻ��z����λ���Y(ji��)����(y��ng)��ԭ̎���Sͣ�����⺸�c(di��n)��������
����4.9.7 ���ӕr�����c���������700—800�ăA�ǣ����z�c������100—150�A�ǣ���������(qi��ng)���w���o(h��)Ч���͜p�ٟ�Ӱ푅^(q��)�����Է�����׃�Σ��ڲ����Kҕ������r�£���(y��ng)�M�����ö̻��������c����������xһ�㲻���^10—15mm�������ַ�һ��������������^���к�����(y��ng)�������ֱ����ӣ��u�OҪ����(zh��n)���p���ģ������ܺͺ��z���۳ؽ��|�Է��a(ch��n)���u�O�A����늻�Ҫ��(w��n)�������z������(f��)�����۳أ��������z�͵���߅�����x�۳�ǰ��1/4̎�����ۻ��Ժ��S���Ƴ��۳أ������ܰѺ��z��Ó�x��Ᵽ�o(h��)�^(q��)�Է����������������(f��)�M(j��n)�С��ں����_ʼ�A�Σ��S�����Ӝض����ߣ���(y��ng)�m��(d��ng)�����ͽz�l�ʣ��ӿ캸���ٶȡ�
����4.9.8 Ϩ���Ǻ��ӽY(ji��)���r���ע�����Ҫ�h(hu��n)��(ji��)����Ϩ�����������_�a(ch��n)���Ѽy����ͺ����F(xi��n)��һ�����۳��ж�Ӻ��z���������_늻���������^�m(x��)�ͳ����o(h��)���w3-5����ڻ������ջ���Ҳ�����ں��C(j��)�ϲ������˥�p�b�ã�ʹϨ���r��u�p�ٺ��������
����4.10 �¿���ʽ
�������Ӻ��p����“V”���¿ڣ���ǶȺͳߴ簴�O(sh��)Ӌ��Ҏ(gu��)����Ҏ(gu��)�����O(sh��)Ӌ����≥4.0MPa�Ĺܵ�����늄ӻ����¿ڙC(j��)�ӹ��¿ڡ�
����4.11 �����c(di��n)�̷���
�����ܽӿڌ��ú��c(di��n)��3—4�c(di��n)�����������ʩ�������10%���ң�Ȼ���ý���ĥ��C(j��)�������S��ĥ�ⷽ��ʩ����
����4.12 ���әz�
�������O(sh��)Ӌ��Ҏ(gu��)����Ҏ(gu��)���M(j��n)�к��p���^�z��͟o�p̽���z�o�p̽���x��X���侀̽��������
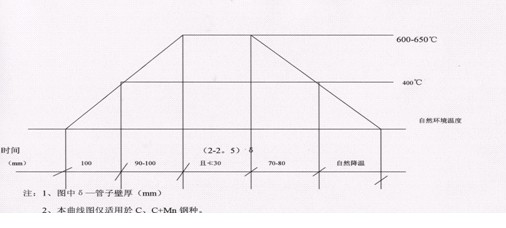
����4.13 ���p��̎��
����ݔ�ͺ��и��g���|(zh��)�Ĺܵ����O(sh��)Ӌ�ļ�Ҫ��Ҏ(gu��)����Ҏ(gu��)���r�����������p�ٺ��ӑ�(y��ng)������ֹ�a(ch��n)����(y��ng)�����g�F(xi��n)�����p�M(j��n)�П�̎�����x���˻�ķ���������LCD���Ď�늼ӟ����M(j��n)�мӟᣬ�˻�ض����Ԅӿ�����O(ji��n)�أ���������(sh��)�H���˻�ض�����ӛ䛣��˻�����Ҋ�������D��
����5 �ܵ�ϵ�y(t��ng)��(y��n)����ԇ�
�����ܵ�ϵ�y(t��ng)���b�ꮅ��(j��ng)�z��ϸ��M(j��n)�Ї�(y��n)����ԇԇ���x��ˮ��ԇ
����܇�g��(n��i)�Ĺܵ�����Ҫ�ɾ��c�O(sh��)����c(di��n)�^���⣬����ܵ��ಿ���c�O(sh��)���B��ÿ���^�̣���ȫ��ԇ�����y���ش�ͨ���������ǣ��ɾ���ˮ��ԇ����IJ��ִ��oؓ(f��)��ԇ܇�rͨˮ�z�����(y��n)���ԡ�
����ԇ�����w������ԇ��ǰ�a(b��)��֮��
����6 �ܵ�ϵ�y(t��ng)��ϴ
�����ܵ�ϵ�y(t��ng)��Ͷ���\(y��n)��ǰ�����ܵ�ϵ�y(t��ng)�M(j��n)����ϴ������ܵ���(n��i)�����۹������F�P�������Ϲ܃�(n��i)���坍��
����6.1 �ϝ{�ܵ�ϵ�y(t��ng)�x��ˮ�_ϴ�ķ�����ͨ���ڟoؓ(f��)��ԇ܇�r��ˮ�_ϴ��Ȼ���������P(gu��n)�۹ܵ�ϵ�y(t��ng)��ä�˻����ǡ�
����6.2 �����ܵ��x���������ߵķ�����
����6.3 ���s�՚��x�É��s�՚ⴵ�ߵķ�����
����6.4 ����ϵ�y(t��ng)���x����ϴ������ϴ�ܵ���
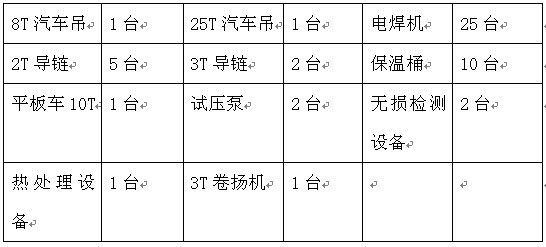
����7 �������O(sh��)���YԴ����
����7.1 �����YԴ���ã����߷��ڿ��]��
����7.2�O(sh��)���YԴ����
���� ����
����
����8 ��ȫ���g(sh��)
����8.1 �J(r��n)���(zh��)�Ї��ҵİ�ȫ�����Ҏ(gu��)�Ͳ���Ҏ(gu��)�̣���“�˞鱾”���Գ�“��ȫ��һ���A(y��)������”�ķ�ᘡ�
����8.2 ʩ������_��ǰ����(j��)��꠵����I(y��)���c(di��n)�ƶ�“��ȫ��ʩ”���ψ��Ŀ��˾������(sh��)ʩ��
����8.3 �Գֹ����ÿ��һ��ȫ�������I(y��)��M��ǰ��ȫ����ӡ�����Ҫ��(n��i)�ݣ������I(y��)�ˆT�M(j��n)�а�ȫ�������v�ⰲȫ���g(sh��)֪�R������Ҏ(gu��)�̣��z�鱾꠵IJ���ȫ���غ��[�����ƶ��m�����A(y��)����ʩ��
����8.4 ��ֹ�߿Չ��䣬����“����”�����
����8.5 �_�ּܴ��O(sh��)����Ҏ(gu��)�������꼾ʩ���O(sh��)�÷����O(sh��)ʩ��
����8.6 ʹ�ÙC(j��)е�O(sh��)����b�r��ָ�]��(zh��n)�_���їU�º��K�������Dž^(q��)�����S���ˡ�
����8.7 ���b���K������䓽z�K���ͻ�݆�ȣ���횰�ȫ�ɿ�����ȫϵ��(sh��)��횷���Ҏ(gu��)����
����8.8 ʩ����늚��O(sh��)ʩ�������P(gu��n)Ҏ(gu��)���������S���㾀�F(xi��n)�����_�P(gu��n)��(y��ng)���O(sh��)��ȫ���o(h��)�䣨�֣���
����8.9 ���O(sh��)�䣨�۹ޣ���(n��i)�����I(y��)�r���O(sh��)��늉�12V�İ�ȫ������ͨ�L(f��ng)�O(sh��)ʩ���O(sh��)���(n��i)���r����ȼ�ӻ��������ӕr����ȡ���������ʩ�͓Q���O(sh��)ʩ��
����8.10 ҹ�gʩ���r���O(sh��)��24V늉���������
����8.11 ȼ�ױ���Ʒ�Ϊ�(d��)���棬���з����O(sh��)ʩ��
����8.12 ���S����ƿ����Ȳ��ƿ���\(y��n)��ѣ�ʩ���r���ɷNƿ�ӵľ��x����Ҏ(gu��)����
����8.13 ��������ʩ�������϶ѷš��O(sh��)�䲼�����R��
����8.14 ��δ�M���˰�GB50235-97�����I(y��)���ٹܵ�����ʩ�������Ҏ(gu��)������GB50236-98���F(xi��n)���O(sh��)�䡢���I(y��)�ܵ����ӹ���ʩ�������Ҏ(gu��)���������P(gu��n)Ҫ���M(j��n)�С�
���� 
����
����
����
����
����
�������D��ʩ����ˇ���̈D
���� 
����
����
����
����
����
����
�������D���˻�����
��������ʩ���^���Б�(y��ng)ԓע��Ďׂ����}
����1 �����ܳ��IJ����e�C��(f��)�s�����|(zh��)�ࡢҎ(gu��)��ࡢ�B����ʽ�ࡢ�����ȼ��࣬ͬ�NҎ(gu��)��Ĺܵ����кܶ�N������φ273�ğo�p䓹ܾ���φ273×15��φ273×13��φ273×12��φ273×11��φ273×10��φ273×86�N�����m�B����ʽ���Ƕ�N���ӣ���ͻ�控�iƽ�����m��ͻ�挦�����m�����控�iƽ�����m�����挦�����m���h(hu��n)���控�iƽ�����m���h(hu��n)���挦�����m��龲��挦�����m��������(y��ng)�ķ��m�ܷ���ʽ���±���
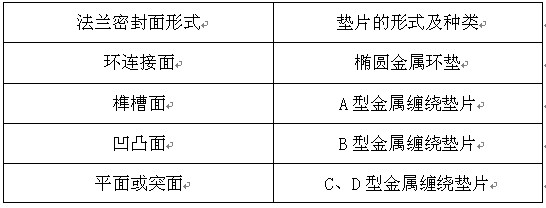
����ע��A�ͽ����p�@�|Ƭ������ͣ�B�ͽ����p�@�|Ƭ�鎧��(n��i)�h(hu��n)�ͣ������мӏ�(qi��ng)Ȧ��C�ͽ����p�@�|Ƭ�鎧��h(hu��n)�ͣ������ж�λ�h(hu��n)����D�ͽ����p�@�|Ƭ���(n��i)��h(hu��n)�ͣ��мӏ�(qi��ng)Ȧ�Ͷ�λ�h(hu��n)��
���������҂����ύ�����A(y��)��rҪ�м�(x��)�ˌ����_�����B�ӷ�ʽ�����|(zh��)��Ҏ(gu��)��Ҫ���һՄ����ʹ�ò��ϕr��һ��Ҫ��(y��n)����P(gu��n)����Ҫ�e�á����á�
����2 �����ܳ����O(sh��)����^�ࣺ
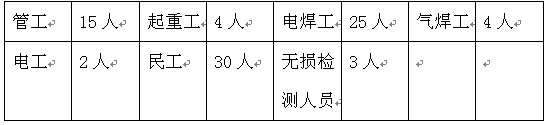
�����ܳ����S���У�19�_��������12�_�W������2�_�}�_���_����17�_����ˮ�ޡ�2�_�����������l(f��)����1�_ϡጲۡ�2�_ϡጺ�ۡ�6���Ό�(d��o)���A(y��)������2�_��ˮ�ۡ�3�_��ˮ�ۡ�3�_��ˮ�á�2�_ϡጺ�á�2�_ϡጱá�2�_��ˮ�á�2�_���Κ�����ˮ�á�2�_����������ˮ�á�1�_�༉��
��������Ó���У�8�_Ó��ۡ�1�_Ó������ˮ�ޡ�2�_��ɳ�á�2�_ѭ�h(hu��n)�á�2�_����ˮ�á�1�_��ˮ�ۡ�1�_��ˮ��
�����߉��÷��У�2�_�Չ��C(j��)��2�_�߉�����ޡ�3�_��Ĥ�ã�һ��ֻ��2�_��
�����ܳ���ϴվ�У�1�_����ۡ�2�_ϡ��ۡ�1�_������x����1�_�՚��������2�_����á�2�_ϡ��á�1�_����ۡ�1�_�����
���������O(sh��)��ĉ����ȼ�Ҳ��һ�ӣ���1.0MPa��1.6MPa��2.0MPa��5.0MPa��11.0MPa�ȡ������ڜ�(zh��n)���c�O(sh��)�����B�ӵķ��m���ϕr��һ��Ҫ�м�(x��)����O(sh��)��D�����ǬF(xi��n)����(sh��)�H�y�����Դ_����(zh��n)�_�o�`��
����3 �����ܳ��Ĺ�ˇ���^��(f��)�s�����Ṥ�̲��ϕrһ��Ҫ�м�(x��)醈D������������ϕrֻ���ճ����ϱ���Ҫ�м�(x��)�ˌ����e��12�_�W�������^�Ϲܞ�180°���Ə��^���D���o�ď����돽��ˮƽ�돽����2�_�������W�������M(j��n)���ڹܶ����ڲ�ͬ�ĸ߲�Ǿ����f��(sh��)�H��Ҫ�ď����돽��б�L�ߴ磬�@һ�c(di��n)Ҫע�⡣߀���W�����M(j��n)���ڹ�����2��15°�Џ���1��50°�Џ����@3���Џ��ď����돽δ�o������ԓ�����돽���ܴ���鏝���돽�Ӵ����Џ�������(y��ng)�Ļ��L���L���͕��oʩ�������ܴ���韩�����լF(xi��n)���Č�(sh��)�H��(j��ng)ֻ��Ҫ1.0D~1.5D������ˣ����ҏ��^�ăɶ�Ҫ��һ����ֱ�ܶΣ����ڬF(xi��n)��ʩ�����p�ٺ��p��
����4 ���˷������O(sh��)����F(xi��n)���ϕr�M(j��n)�Йz�ޣ����ߌ�(sh��)�H���a(ch��n)�^�����е��O(sh��)����Բ��ã�����ԓ��ˇ���ϝ{�������S��ط���Ҫ�M(j��n)�л��Q�Q���̣����Ï��^�����M(j��n)�е��Q������ʹ���a(ch��n)�r�Ï��^���Q���̷��㡢���٣��҂����T������һ��̥�ߣ���̥�������������m�ď��^��ʹ�䏝�^��(bi��o)��(zh��n)�������������Ę�(bi��o)��(zh��n)�����^�������κ�һ���ط�ʹ�ã�ָͬ�NҎ(gu��)��ͬ�N��������ʹ��������ȫ�����пɓQ�ԣ������������a(ch��n)��Ч�ʡ�
����5 ���ڸ߉��ܳ�ϵ�y(t��ng)�O(sh��)�䉺������ܶζ࣬��Ҏ(gu��)�N�Ҳ�ܶ࣬��Ϊ�(d��)�yԇ�ܶΣ���횰��Ѱ��b�õĹ�����β�����ԇ������b��ȥ���@�����Ӻܴ�Ĺ����������üӴ�����ä�壬�ҽo�O(sh��)���B�ӵ����з��m�ܷ���r�z�y���ˡ�ᘌ��@һ��r���҂���ȡϵ�y(t��ng)ԇ���������ڱ��C���������O(sh��)�䉺��ԇ�����O(sh��)Ӌ�������������O(sh��)Ӌ����1.25����ԭ�t�M(j��n)��ԇ���挢��ԇ�����������������¿��Y(ji��)��
����
����5.1 ��ȫ���g(sh��)Ҫ��
����5.1.1 ԇ��������坍ˮ��ˮ�ز��ܵ���5��
����5.1.2 ��ȫ�y���Å��cԇ������ä���m��ס
����5.1.3 ������У�ϸ̶ȘO�ޞ�ԇ����1.5��3�������Ȳ�����1.5��������������b�y�T�����Pֱ����С��100mm
����5.1.4 �O(sh��)���c��·��Mˮ�������O(sh��)�䡢��·�Ŀ՚����Ń���������ָ�����O(sh��)�䡢��·�ڜ��cҺ�w�ضȽӽ��r�����ܾ��������������ٶ�һ�㲻��(y��ng)���^ÿ���3bar����(d��ng)�_(d��)��ԇ����10�����ҕr����(y��ng)�������z����δ�l(f��)�F(xi��n)й©���������O(sh��)Ӌ�����z���Пoй©�ͮ����F(xi��n)��Ȼ���^�m(x��)����ԇ��������5��犺������������M(j��n)��ȫ��z�顣�z�����g������(y��ng)���ֲ�׃���z�������o���ѡ�׃�μ�©ˮ�F(xi��n)�t�J(r��n)��ԇ�ϸ�
����5.1.5 �����^���У��������Q�o��˨���Ó��κ��O(sh��)�䡢�ܵ���
����5.1.6 �ډ���ԇ��^���У��z���ˆT����������ä��z�飬���վ��(c��)��
����5.1.7 ԇ���ϸ���ù��I(y��)��ˮ���O(sh��)�䡢�ܵ��M(j��n)����ϴ����ϴǰ��(y��ng)��ϵ�y(t��ng)��(n��i)�ăx�����Ա��o(h��)�������װ塢���졢�{(di��o)��(ji��)�y�Ȳ�����Ʊ��ܣ�����ϴ���(f��)λ��
����5.1.8 ����ԇ���ؑ�(y��ng)�пɿ��İ�ȫ���o(h��)��ʩ����ԇ���ˆT�������(n��i)��ԇ���ˆT��(y��n)�����ָ�]�����|(zh��)���ˆT�������M(j��n)�Ї�(y��n)��O(ji��n)���z�飬����ǰ��횽�(j��ng)��ؓ(f��)؟(z��)��ͬ�ⷽ��������ԇ��^���У������M(j��n)���cԇ�o�P(gu��n)�Ĺ�����
����5.2 ԇ��ǰ�Ĝ�(zh��n)�䣺
����5.2.1 ��ˇ�ܵ��̓x���ܵ�ʩ���ꮅ�����p�|(zh��)���ϸ�
����5.2.2 ���ڟ�̎���꣬�܃�(n��i)���O(sh��)���(n��i)��߸Ƀ������]
����5.2.3 ���m���y�T��˨�o���ꮅ
����5.2.4 ֧������ʩ���ꮅ���������O(sh��)ӋҪ��
����5.2.5 ��ϵ�y(t��ng)ԇ�Ҫ��z���y�T���P(gu��n)�]��r�����z��ä���Ƿ��b�ꮅ
����5.2.6 ��ˮ�M(j��n)�Á�����ˮ�ŵó�ȥ
����5.2.7 �߉�עˮ��ԇ܇�꣬52��늄��yԇ܇��
����5.2.8 ԇ������Ͳ�w�r���ӟ�������b�Mˮ��
����5.3 ϵ�y(t��ng)��ˮ��ʩ��
����5.3.1 Nt101��112�W���ۼ�����(y��ng)������ˮ�ޏ����a(ch��n)��ˮ�ܽ�һ���R�r�ܵ��߉�עˮ��Pc117�M(j��n)�ڹ��ϣ����ø߉�עˮ����������ԇ����
����5.3.2 NP113��117���������ܵ���NT113��114�ȏ���������̎��ˮ������늄�������������
����5.3.3 TP101��TP102��19�_���������ĸ߉�עˮ��Pc117������Ra122���ιܷ��Ϲܽ��R�r�ܼ�ˮ��������20��30bar��������늄�ԇ��������ԇ����
����5.4 ԇ�����̼�ԇ��
����5.4.1 TP101�}�_���_��
������ֹ�ܾW(w��ng)�������ĸ�Ĥ�ó��ڷ��m�������M(j��n)�ڷ��m���Լ����ܳ��ڷ��m���M(j��n)��TP102�����һ���ք��y�ď��^̎��ֹ��
������Ĥ�ó��ڷ��m�����ܵ��M(j��n)���ڷ��m����ϡጲ�ȥ�ķ��m��TP101���ϵ�ǰ�۵ķ��m��TP102�����һ���ք��y���^̎���m���Ӷ°壬�M(j��n)��Y���y̎���_��λ�á�ԇ����86bar��
����5.4.2TP102��19�_������
������TP102��RA107-RA125
������ֹ�ܾW(w��ng)��������TP102�M(j��n)�Ϲ��ϵ����һ���ք��y�_ʼ����һ���W�����M(j��n)�Ϲ��ϵ�늄��y��ֹ��ԇ����65bar��
����
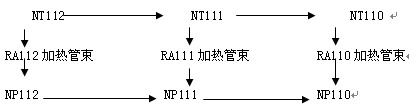
����5.4.3 NT112��NT111��NT110�c����(y��ng)�ĉ������ļӟ�����Լ�����(y��ng)������ˮ���B��һ��ԇ��
��������
��������
������ֹ�ܾW(w��ng)��������NT112�M(j��n)�Ϲ��ϵ�늄��y�_ʼ��NT110���Ϲ��ϵĵ�һ�����m��NP107�ײ���ˮ���ϵ���ˮ�y��픲����������ڹ��ϵķ��m��ֹ��
����ԇ����33bar��
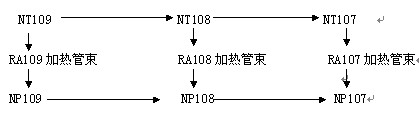
����5.4.4 NT109��NT108��NT107�c����(y��ng)�ĉ������ļӟ�����Լ�����(y��ng)������ˮ���B��һ��ԇ��
����
������
���� ����
����
��������
������ֹ�ܾW(w��ng)����:��NT109�M(j��n)�Ϲ��ϵķ��m̎�_ʼ����NT107���Ϲ��ϵķ��m̎��NP107��ˮ���ϵ���ˮ�y���Լ�����(y��ng)������ˮ��픲������������ϵķ��m��ֹ��
����ԇ����21bar��
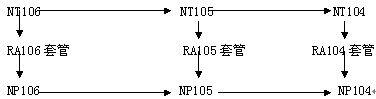
����5.4.5 NT106��NT105��NT104�c����(y��ng)�����A(y��)����Ra106��Ra105��Ra104�������ܺ�����(y��ng)��NP106��NP105��NP104�B��һ���
��������
��������
������ֹ�ܾW(w��ng)����:��NT106�M(j��n)�Ϲ��ϵķ��m̎�_ʼ����NT104���Ϲ��ϵķ��m̎��NP104��ˮ���ϵ���ˮ�y���Լ�����(y��ng)������ˮ��픲������������ϵķ��m��ֹ��
����ԇ����11bar��
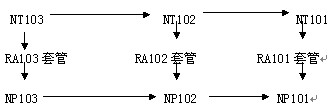
����5.4.6 NT103��NT102��NT101�c����(y��ng)�����A(y��)����Ra103��Ra102��Ra101�������ܺ�����(y��ng)��NP103��NP102��NP101�B��һ���
������
��������
������ֹ�ܾW(w��ng)����:��NT103�M(j��n)�Ϲ��ϵķ��m̎�_ʼ����NT101���Ϲ��ϵķ��m̎��NP101��ˮ���ϵ���ˮ�y���Լ�����(y��ng)������ˮ��픲������������ϵķ��m��ֹ��
����ԇ����5.4bar��
����5.4.7 NP113��114��115��116��117�c����(y��ng)��RA113~122�ļӟ��������������һ��ԇ��
������ֹ�ܾW(w��ng)��������60bar�����M(j��n)���y�T������ˮ���ڹܵ��ք��y��ֹ��ԇ����:75bar
����5.4.8 Nt113��114�Ϊ�(d��)�M(j��n)��ԇ��
������Nt113��114�M(j��n)ˮ���ϵ��傀�ք��y�_ʼ����Nt113��114��ˮ���M(j��n)���늏S��һ���y�T��픲�6bar�����ܳ��ڵ�һ���y�T��ֹ��ԇ����7bar��
����6 �ܳ���ϴվ��ϡ����ܵ������Џ�(qi��ng)���g�ԣ�����Ҫ���b��r�۱�ϩ��(f��)�Ϲܣ��ڰ��bԓ�ܵ��ĕr����ע��ׂ����}��
����6.1 ���bֱ�ܶεĕr��ֱ�Ӱ��b�r���ܵĹܵ�������������ϵĕr��һ��Ҫ�ѳߴ����պã���t����(d��o)�����ιܵ���U��
����6.2 ���b���^���O(sh��)���B��̎�ܵ��ĕr��Ҫ�Ȱ��b�o�p䓹ܣ����b�ꮅ���ٲ����r�ܣ��@�Ӳ��ܱ��C�ߴ�o�`�����^�ڰ��b�o�p䓹ܵĕr����ɶ˷��m�g�Ŀp϶Ҫ��ֿ��]�r�ܵķ�߅����һ���5mm~6mm�������g�|Ƭ�ĺ�ȣ�һ���҂��Ȳ�һ�K�c��ͬ�Ӻ�ȵİ��o�����b���@�ӾͲ������e�ˡ�
����
������1�O(sh��)��һ�[��
����
 ����
����
���������īI(xi��n)��
������ GB50235-97�����I(y��)���ٹܵ�����ʩ�������Ҏ(gu��)����
������ GB50236-98���F(xi��n)���O(sh��)�䡢���I(y��)�ܵ����ӹ���ʩ�������Ҏ(gu��)����
������ GB9112-2000����ƹܷ��m����c����(sh��)��
������ HG20592-1997����ƹܷ��m����c����(sh��)���W���wϵ����
������ ���ܵ����b���g(sh��)��(sh��)���փԡ�����Ї����Ĺ��I(y��)������1999.7.��
����
����
����(bi��o)�}���ݠ��������X�ܳ�܇�gʩ����ˇ
�D(zhu��n)�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/kuangye/1949.html
���P(gu��n)���}���
�zӰˇ�g(sh��)�I(l��ng)��AHCI�ڿ����]��Phot...�P(gu��n)ע:105
Nature���¶��W(xu��)���ӿ�Nature Com...�P(gu��n)ע:152
��С�W(xu��)�̎�ֵ���˽⣬�@Щ�����W(xu��)...�P(gu��n)ע:47
2025�ꌑ����W(xu��)Փ�Ŀ����õ�19��...�P(gu��n)ע:192
�y�L�I(l��ng)��Ƽ������ڿ��x�� �p����...�P(gu��n)ע:64
���r�_Փ�ęz���C������Ҫ�P(gu��n)ע:52
�Ї�ˮ�a(ch��n)�ƌW(xu��)�ڿ��Ǻ����ڿ����P(gu��n)ע:54
���H������Ҫ�˽�Ć��}����P(gu��n)ע:58
���������ܷ��u�Q���P(gu��n)ע:48
��ŌW(xu��)����Щ��Ͷ���SCI�ڿ���ֵ...�P(gu��n)ע:66
ͨ�Ź����ИI(y��)Փ���x�}�P(gu��n)ע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�P(gu��n)ע:121
�u�Q�l(f��)Փ�ĺ�߀�dz������P(gu��n)ע:68
��(f��)ӡ���Y����Ҫ�D(zhu��n)�d��Դ�ڿ���...�P(gu��n)ע:51
Ӣ���ڿ����峣Ҋ��Փ�Ġ�B(t��i)����...�P(gu��n)ע:69
Web of Science ���ĺϼ��ڿ��u��...�P(gu��n)ע:59
����Փ�ķ���
�����O(sh��)ӋՓ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C(j��)�һ�w��Փ�� ���bՓ�� ��ͨ�\(y��n)ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I(y��)�O(sh��)ӋՓ�� �C(j��)еՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)