�\����ο���懼�懻��Ͻ�ĺ��ӹ�ˇ�c�|��
���ٙ�Ŀ��ұ��Փ�� �l�����ڣ�2010-09-01 15:57 ��ȣ�
����ժҪ������ᘌ�懼�懻��Ͻ�ķ����;�����W�ɷ֡����ӷ���������ȱ�ݣ��ƶ��˿ƌW�ĺ���ʩ����ˇ���Ա��C�����|����
�����P�I�~��懼�懻��Ͻ𣻺��ӹ�ˇ��ʩ������ף��Ѽy
���������Ҫ����ɫ���٣����Ъ��ص����������W�����g���ܣ�ͬ�r�־������õĸߜغ͵͜����W���ܣ���ˣ�懼�懻��Ͻ��ڬF�����I�еõ���Խ��Խ�V���ؑ��ã�����懼�懻��Ͻ��O���ǿ�����������ɣ�懼�懺Ͻ�һ������ֹ��u�O�廡�����ֹ����l늻������ۻ��O���Ԛ��w���o���ȷ�����Ҳ�ɲ������ԄӺ����ӷ����������ں����^��Ҳ���a���ຸܶ�ӆ��}��Ӱ�懼�懻��Ͻ��O���ʹ�����ܡ���ȫ���͉ܺ��������˱��C懼�懻��Ͻ��O��İ�ȫʹ������懼�懻��Ͻ�ĺ����|������Ҫᘌ�懼�懻��Ͻ�ĺ����ԣ��ƶ��ƌW�ĺ��ӹ�ˇ��
����1懼�懻��Ͻ�ķ����;
������1�����I��懣�������̎�����ԉA���O���ϡ�ʳƷ�ӹ��O�䡢���WƷ�b�\�������ͺ�ˮ���g�O�����������Ԫ���ȣ�
����(2)���ˠ�Monel(Ni—Cuϵ)��������ʯ�ͺͻ������I���ں����_�l�У����Á�������N�Q���O�䡢ʯ�ͺͻ����ùܾ���偠t�oˮ�ӟ������������������������۵ȣ�
����(3)���Inconel(Ni-Gr-Feϵ)�������ڻ��W���I�У��Á�����ӟ������Q���������s�������l�������������Լ�ʢ�b���ἰ����Ӛ�������;���������ܵ������Ͳ۵ȣ�
����(4)��˹������Hastlloy(Ni-Mo��Ni-Gr-Moϵ)��Ni-Moϵ�����������}���������r��ܵ��ȣ�Ni-Cr-Moϵ��Ҫ�������ڏ����g������-߀ԭ�ͺϽ��|�Б����b�ã��Լ��ڸߜغ�ˮ�Б��õ��b�ã�
������5��Ni-Cr-Mo-Cuϵ�����������x�ӡ����x�ӵ����Խ��|�ě_ˢ�܉����������g��
������6���F懻��Ͻ𣺳����ڼӟ�ܡ��ύ�Q�����������g���ȣ����Ѓ������͑������g���ܺ��ߜظ��g���ܡ�
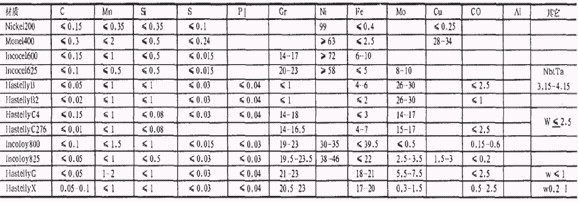
����2���W�ɷֺ͙Cе����
������1���õ�懼�懺Ͻ�ܻ��W�ɷ�
���� 
����3���ӷ���
����懼�懺Ͻӷ����У��ֹ��u�O�廡�����ֹ����l늻������ۻ��O���Ԛ��w���o�������ԄӺ��ȡ�
����4���ӹ�ˇ����
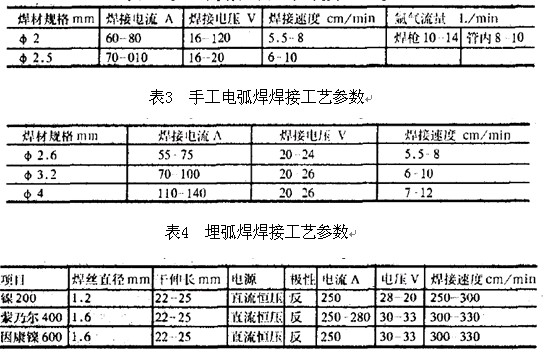
������ͬϵ�е�懼�懺Ͻӹ�ˇ�������в�ͬ��Ҋ��2����3����4��ʾ��
������2�ֹ��u�O�廡�����ӹ�ˇ����
���� 
����5���ӳ�Ҋȱ��
����懼�懻��Ͻ��ں��ӕr��������õĹ�ˇ��ʩ������Σ���^��ĕ��l�����p��ͺ��ӟ��Ѽy��
����5.1���p���
����懼�懺Ͻ��e�Ǽ�懡����ˠ��ȺϽ𣬹�Һ���ض��g��С��������ƫ�ͣ��ڿ�����s�Y���l���£����x�����Ě��w���������^���Һ�B��в�����懻��Ͻp����ǰ��ȫ�ݳ����Ķ��O���ں��p�Юa����ס����⣬�����¿ڼ���ɂȵ����ۡ�ˮ�֡��҉m���������������Ƀ������������늻�늉��^�ͣ������ٶ��^�캸�ӟ������ͣ��������w���o����ֱ���^С�����o���w�����^�ͣ����w���oЧ�����������l��ɲ�������ɜض�Ӌ���ؕr�g�����@ЩҲ�Ǯa�����ԭ��
����5.2���ӟ��Ѽy
����懺��F�Ķ�Ԫ�����������^������c�Ľ��ٹ�����ͷǽ��ٹ�����e�������������c����F�ͺܶ�(Ni-S��645�桢Ni-P��880��)���ں��p�Y���r�����c�������Һ�BĤ�����ھ���^��ͬ�r懼�懺Ͻ�Ûϵ�����ӕr�a���^��đ��������p�Y���r�����c�������Һ�BĤ���տs�����������a���_�ѡ����⣬�����¿ڼ���ɂȵ������������Ƀ������p��������ƽ��Ҳ���a���Ѽy����Σ��ջ��r����]����M���Ӻ����˥�p�r�g�^�̣��ջ�̎�۷�������ٳ��F�����䏊�ȱ��^����������׃�����;��������������®a���ջ�̎�Ѽy��
����6���ӹ�ˇ
�������˽�Q�������ӆ��}���Ա��C�����|�������½Y��ʯ�ͻ���������懼�懺Ͻ�ܲIJ��ð������ͺ��l늻����ĺ���ʩ�������ƶ����º��ӹ�ˇ��
����6��1���Ӝʂ�
����6.1.1���g�ʂ�
����(1)ʩ��ǰ�����Ӽ��g�ˆT�������OӋ�ļ������P�˜ʺͺ��ӹ�ˇ�u���������ƺ��ӹ�ˇָ�������M���M�к��ӹ�ˇ�u����
����(2)ᘌ�����ӽ��^���ơ����ӹ�ˇ�������ӹ�ˇҎ�̡���ʩ���^�̇����չ�ˇ��Ҫ��ą����M�С�
������3��������횳��С�偠t�������������ܵ�������ԇ�c����Ҏ�t����GB50236�ϸ��C���OӋҎ���������ϸ��C��
����6.1.2����Ҫ��
����(1)���Ӳ��ϵă��桢���ܑ�����JB��T3223-96�����Ӳ����|������Ҏ�̡������P�˜ʵ�Ҫ��
����(2)����ʹ�õĺ��l�����z�����������o�⡢늘O���г��S�ϸ��C���|���C������
����(3)���ĵĺ�ɡ��l�š����Շ������PҎ�����У����l�ĺ�ɹ�ˇ�����a�S���f�����ṩ�ą����M�У���o�t�����ӹ�ˇָ�����o���ą����M�У�
����(4)���zʹ��ǰ����ȥ���������֬���P���s�
����(5)���ز������ܑ������A�ἰ��̎��Ҫ��
����6.1.3�O��Ҫ��
����(1)ʹ�õ�ֱ�����CҪ��У�����ڃȣ�������á����ܿɿ����p��ָʾ�`������
����(2)���l����Ͳ�����N�����P䓽zˢ���~�zˢ����Rȫ���e�����N�����c̼䓻��ã������ò��P䓲��ϻ��������Ѻ����P䓣�
����(3)�A�ἰ��̎�����O����ã����ܿɿ����z�y�x����У�����ڃȡ�
����6.1.4ʩ���h��Ҫ��
����懼�懺Ͻ�ʩ���ĭh���l�����_������Ҫ��
����(1)�h���ضȲ�����0�棻
����(2)�ֻ����r�L�ٲ�����8m��s���廡���r�L�ٲ�����2m��s��
����(3)������Ȳ�����90����
����(4)�o�ꡢѩ��⡣
����6.2ʩ����ˇ
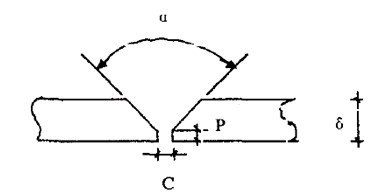
����6.2.1�¿���ʽ���ߴ�
�����¿���ʽҊ�D1��ʾ���¿ڳߴ�Ҋ��5��ʾ��
�����D1�¿���ʽ
���� 
����
������5�¿ڳߴ�

����6.2.2�¿��������M��
����(1)�����¿ڼ���ɂ��Ì���ɰ݆���P䓽zˢ������������Ƀ������ñ�ͪ�͟oˮ�Ҵ�ȥ����������ۡ�ˮ�֡��҉m���к����|����ֹ���U��������c�s�|�����۷�����С�
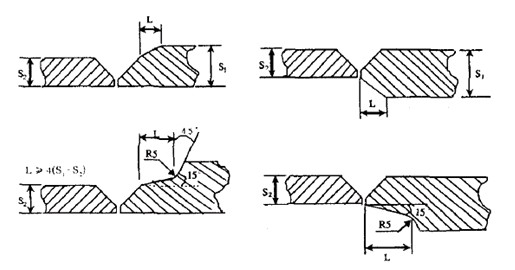
����(2)�ں���ͬ�r����ȱڑ�����ƽ�R���ȱ��e߅��ҪС��0.5mm��
����(3)���ں�ͬ�r����ȱں��0.5mm����ں�����2mm�r�������D2��ʾ��Ҫ��ӹ���
�����D2��ͬ�ں���Ӻܼ��ļӹ�Ҫ��
���� 
����6.2.3���ӷ���
����(1)���Ú廡���ӹ�С�ڵ���3����ں�С��6mm�Č��Ӻ��p����t���Ú廡��ף����l늻�������w�棻
����(2)������Ҫ��Ľӹܺ��p���Ú廡����l늻����w�棬���ú��l�������ӷ����Խӹܺ��p��
����6.2.4���
����(1)�Ì�о���z�u�O�廡���M�ж�λ���ӕr�����p���摪�M�г�屣�o��
����(2)��λ���L�Ȟ�l0��15mm����2��4mm�Ҳ����^�ں��2��3��
����(3)�ܵ���λ���p���c����2��5�c������ǰ������λ���p�ɶ�ĥ���ɱ���������б�£�
����(2)��λ����������������e�M�У��c���R���ڕr�����c����ǃ��c��
����(3)�������õē��弰�ߑ��cĸ�IJ��|��ͬ��
����6.2.5����Ҫ�c
����(1)�ڹ�ˇ���������ȱM������С�ĺ��Ӿ���������늻������[�ӻ�С�[�ӵIJ���������
����(2)����懼�懺Ͻ�ʹ�õĚ�⼃�Ȳ�������99��99������וr���۳�ǰ�ر���ֱ����2��3mm��С�ף����z�ԵΠ��^�����۳ء�
����(3)�ý���ĥ��C���P�䓽zˢ�ص�������g�����棬��ĥ���и�r�����c̼��䓻��ã����ʹ�ðׄ���ɰ݆Ƭ��
����(4)���l늻�����估�w��r�����˷�ֹ�����w�R�p��ĸ�ģ����¿ڃɜy����lOOmm�����ȵ�ĸ����Ϳ���Ԉۣ�
����(5)�ܲļ���������c̼䓻�ţ�Ҫ���zƤ��ʯ���|�ţ�
����(6)�������I�r��Ҫ�ڹܵ�����Ⱦ��λ���wʯ����
����(7)�в庸��횃ɱ���ͣ�
����(8)���˷�ֹ����׃�Σ����ں��^��r����ƽ�������x�Ì��Q���ӣ�
����(9)�����ꮅ��횼��r�����p������������܇����w�R����w�R���������Ƀ���
����6.2.6��̎��
����懼�懻��Ͻ�һ����r�²����A��͟�̎����ֻ�������g�Ѻ��r���]�m�����A��͟�̎����
����6.2.7����ע����헼�Ҫ��
����(1)���lͲ�ȱ�횴��ͬ��̖�ĺ��l�����Ҵ�ŕr�g���ó��^4С�r��
����(2)���Ӹ����ĺ��ӽ��^Ҫ�e�_�����g����Ҫ�صף�
����(3)��ֹ�ڷǺ��Ӳ�λ������늻������ܲı��棻
����(4)���Ҫ���ƺ�늻����\�����ͽzҪ�����Ա��C���p�����ۺ����ã�
����(5)�ӃȜضȑ�С��1O0�档
����6.2.8���p����
����(1)���ȱ�ݺ������ĺ��p��ĥ������l��3��б�ȣ�
����(2)����ɰ݆�Cĥ�����ȱ�ݣ�����ȱ��ĥ���Č��ȑ���4-5mm��ȱ�������������λ�M���¿�����ĥ�ۃɂȵĽǶȴ���25����ĥ�ۃɶ˵ĽǶȲ�С��45����
����(3)���p������ԭҎ���z
����(4)ͬһ��λ�ķ��Δ����ó��^�ɴΣ���Ҫ���η��ޕr�����ƶ���ʩ����ʩ����λ���g��ؓ؟�����ʣ�
����(5)�����������a�IJ�λ���Δ��͙z�y�Y������ӛ䛴�n��
�����Y���Z
������֮����懼�懻��Ͻ�ʩ���У��҂�����Ҫ���ú�ǰ�������ڱ��C�ۺ����õ�ǰ���£��x���^С�ĺ��Ӿ�������������ƌ��g�ضȣ��x���^����¿ڽǶȺ��^С���g߅���M����ʹ���p��ƽ���¡����⣬�ڈ��к��m�ĺ��ӹ�ˇ��ͬ�r��߀Ҫ��ʩ���^���Ї�����������ܱ��C懼�懻��Ͻp�ĺ����|����
����
���������īI��
����[1]����.懻��Ͻ�ʩ����ˇ�C��[J].ʯ�ͻ������O��2008����4��.
����[2]�f܊.懼�懻��Ͻ�ĺ���[J].偠t���죬2004����3��.
����[3]�O��Ӣ.懼�懻��Ͻ�ʩ����ˇ[J].���W�����c�b�䣬2009����4��.
����
�����}���\����ο���懼�懻��Ͻ�ĺ��ӹ�ˇ�c�|��
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/yejin/3414.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^