�Ԅ����a����Ҋ���ϵ��\���c�ų�����
���ٙ�Ŀ���Ԅӻ�Փ�� �l�����ڣ�2010-09-01 08:25 ��ȣ�
����ժҪ�����ľͱ���Iͨ�Ō��ÿ��{�C�Ԅ����a�����\���н������F�Ĺ��ϬF���M��Ԕ���������������M�з����������w��Q�k����
�����P�I�~���Ԅ����a�������ϬF���Ϸ������ų�����
����һ�� ǰ��
������˾ͨ�Ō��ÿ��{�C�b���õ��Ԅ����a���������a��������朰往���LͲ���������վ���z�yվ�����Dƽ�_�������M���ڼ����P��늿����O��ȡ����a����һ�N�^�̿����O�䣬�@��Ҫ�����ڌ��r���Ƶ�ÿһ�̶��ʴ_�o�`�Ĺ������κβ��ֵĹ����cʧЧ����ʹ���a���o���\�У��Ķ�������aͣ�D�����Č����a�����\���н������F�Ĺ��ϬF�F���S���еĹ��Ϸ������ų������M�п��Y���w�{���Ա������a�����F���ϕr�ܸ��á�����ؾS�����a����ʹÿ�ι��϶��Г��ɲ飬����Ҳ���Էe�۾S��
�������� ���Ϸ����c�ų�����
����1�� ijһվ�˙C���ӕr��������o��������
�������ÿ���z�yվ�^�˙C�^�̾��Д��ӛ�����@�Ƿ�ֹ�°ࣨͣ늣��r�ЙC�ھ��\���^���У����_����ʧȥ�����Եڶ�վ������
���� 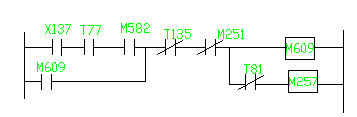
����X137�����o�˙C
����T77�����Է�����̖���c���M�C�����˙C���P
���� 
����M196���ڶ�վ�M�C��M197������վ�M�C�^�̣�M198������վ�M�C�^�̣�M192����һվ���˙C�С�
����M582���ЙC��̖��ֻҪ�����^վ�_���г��_�P������ӛ������������ƽ���_�г��_�P���������
����T135���˳����\�е�X136��ƽ�ƙCҪ����\�D��������ƽ���_���������_�P���ɡ�
����M251���c�M�C���i��������M�C��̖��ͬ�r����X135��X133�ɣ���
����T81�����ڣ����Ă�վ̎���ЙC���ӕr�������r�g��3�롣
����M257������ƽ�ƙC�����ƽ�ơ�ͬ�rʹM192����Ҫ��ԓ�C�������߳��z�y�����˙C��ƽ���_�½���M257��T82�ӕr10����Ԅӏ�λ����Ҫ���@�r������β�Ҫ�м�ͣ��
������������M257��������M587��2վ�ЙC�ڷ����^������̖ӛ����ʹ�M�CҲ�����M�У�Ҫ��������_�P������̎����3������M587��λ���֏Ϳ����M�C��̖��
�������ĸ����飬���˙C���e��o�C�ل������γɵ��˙C��ƽ�ƙC�����_�P�������ЙC��̖��������߀Ҫ������վ����̎���ɂ�����_�P��3����Ժɽ������tҪ��10��犲������л֏͡�
����2�� ���b�ʂ侀��朰往�����\��
�����@���ɿ�����ʽ�Q���ģ������b�ʂ侀��朰往���鏊�ƹ����\��������b��ԭ�����g���\�ж����С�������r�£����b�����Թ��ļӿ죬���m���z�yվ�˳������b���ھ��w���ӗl���£���ͣ�_�P�����£�����b�Cǰ��늲����������bǰ�����_�P�_ͨ�����b�ʂ侀���IJ���ֹͣ�\�У���2~3�����һ�Ρ��z�yվ���C�������̖վ���һ�����ĕr�g��
�����������£�
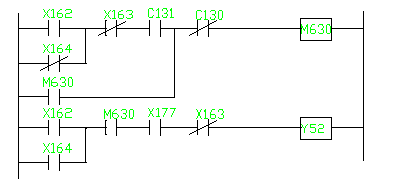
����C131��ֹͣ�r�g��C130���\�Еr�g��X162���K�˹���_�P��X177�����a�����ӣ�X163����ͣ�_�P��X164������Cǰ�����_�P��Y52�����b����
�������댍�F�z�y�˙Cһ������Ҳ�ǿ��Եģ�����Ҫ�l����朰往����ͣ�ʹ���Cǰ���̎���£��ҷ�ֹ���C�]������Ƴ�����C����횷�ֹ���ط��C��
�����ɸĞ飺
���� 
����ͬ�r��OUTC131�ij���ֵ��ֹͣ�r�g�ɼ��L��10������ϣ����]�C�r10�����һ�Σ���
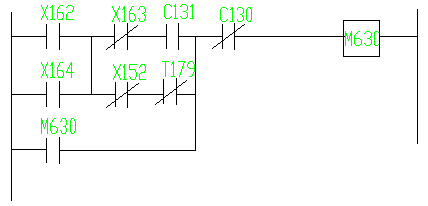
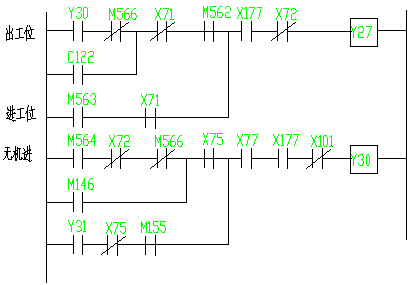
����3�� ���e��λ���F�����Ԅ��\��
������Ҫ���`�������˹��`���_�P���γɵġ��ڿ��Ʒ��D�_̎���ЙC�r�z©�y����_�_�P���С����o�C���P���^PLC��ͣ늺�̤һ���_̤�_�P�M�І��ӣ���t�����ЙC�M�룬�@�Ƿ�ֹ�o�˿��ؕr�M�C����D�_�ϣ��繤�b���\��ƫ�ھ��wһ�ԕ�����б���ᵹ��
��������D�_��
����M564��ǰ���C��X72��ǰ��ͣ��M566���ЙC��X75���D�_��λ��X177�����a�����ӣ�X101����ͣ��X75���D�_���ڹ���ЙC��M155���������M�C��
������Q�������Ȳ��_̤�_�P������c���\�У���̤�r�\�У������M�_�P�]�����^���@�r����M�C�醢����̖�]�нo�^���_�C��Ҫ̤һ���_�P������߀�����\���M��ǰ��ęC���l����ǰ���ѵȴ����r�����f��ȫ�M�_�P���^�ЙC��̖ӛ��������̎��늓�һ�¼��ɽ����
������̤�_�_�P��һֱ�LͲ�\�ж����M�C���f�����M�_�P���^��Ҫ�ڳ���̎��늓�1������ϲ��ܽ����
����4�� ���z̎��λ���F�����Ԅ��\��
������Q������늿ع���_�P����̽Ӿ���X176��ͨ��\�Еr���_һ�£��ٽ�ͨ���ɡ�
���� 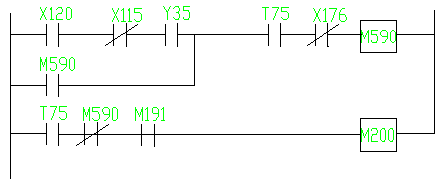
����X120����һվ���M��X115���z�y���M��̎����_�P��T75��Ҫ�C��M191���ЙCҪ�Mվ�_���猢�M��ȫ�M�_�P�ģ�ֱ�ŵ����b������M590�������r���f���ЙC�M�룬���C�]�͵�λ��M200�����S�M�C��̖��
����M191Ҫ������Ă�ƽ�_����ԓƽ�ƙC�x�_�����_�P����λ�_�Pͬ�r�����֏͡�
����ֻ��M200ͨ늲������S�M��z�y�����@�әz�y���M�ڶβ����\�У������Йz�y����һ�����S�M����̖M227ͨ늡�Ҳ�����@�Ӱ��z̎�C�������\�е��z�y�_�����z���ϸ�ҲҪȥ�z�yվ��������ͨ��ٷų����ɡ�һ�����z̎�ų��C�����yԇ�_����ȥ����վ�_�ϵ��_�P���Է�ԓ�CҪ�Mԓվ�_���M���ˡ�
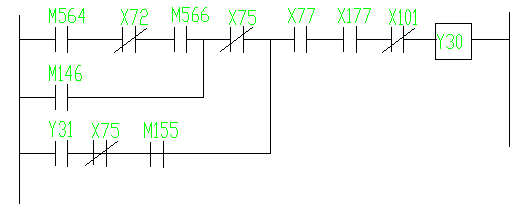
����5�� �D�_ǰ���M�C���Ժ�z©�D�_����
���� 
����X177�����w���ӣ�X72����ͣ�_�P��X77����λ��X101��ֹͣ��M155�����ڿ��M��X71���M��̎��늣�X72���M�ڶμ�ͣ��X75���D�_�����_�P�����ȳ���̎����X77���D�_�½�λ�г��_�P��X101���D�_ֹ̎ͣ��
�������M�C�cM562��LM564��M566���P
�� ��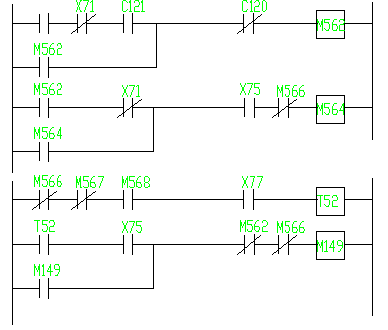
����X71���ЙC�ȣ�C121���D�_��λֹͣ�r�g����X75���o�C��
�����ɴ˿�Ҋ�����M�C�c�D�_��B���P��M566��ȫ�M�_�P�Ա����ɣ�M567�錢�M�_�P�Ա����ɣ�M568�t���ϴη����_�_�P���P��
������ˣ����D�_�ϟo�C�����ȟo�C�������_�P�����M��ȫ�M���eλ����_�P��̎�o���B�r�����ܲ��������M����ȫ�M�_�P��ʹM566��M567����ij���������@��ֻ��ʹM566��M567ʧ늲���ʹǰ���M�������������֓�ס����̎����_�P����ͬ�r�����_̤�_�P��
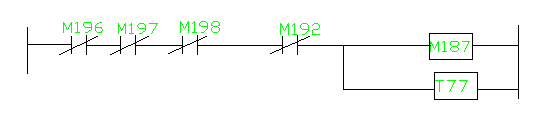
����6���˙C�˲�����Ҳ�o���M�C
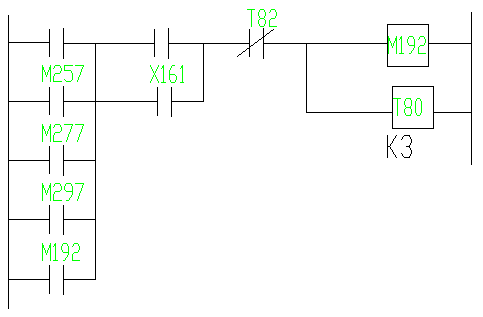
����M192����ijվ���˙C�У����_ʼ���˙C���o���ЙC��̖�M��Ч���_ʼ��ֱ����ȫ�߳�������_�P
��  ��
��
�� ������M237��M257��M277��M297��һ����վ�˙C��̖���Д��ӛ���o������ˣ�Ҫʹ����ʧ늱��ʹX152������վ��늣���3������ϡ�
����X161����b��ʼ�˹�늣����z�y������̎�Ĺ�늣��@��ҪʹM192ʧ��ȓ�X1523�룬�ٓ�X161���ɡ�
����T82�鏊�Ɣ��_�ã������˳���̖��ֻҪM237��M257��M277��M297��ʧ늣�����X161��Ҫ��10��犲��ܻ֏͡�
����7���İ��z̎��ƽ�Ƶ�վ��ֹ���o���Mվ���˙C��
����M195��M196��M197��M198���վ���M�C�^��
�����İ��z̎��ƽ�Ƶ�վ��ֹ������Ҫ�M�Č��M�_�P��ȫ�M�_�Pʧ�`��ָ�]���������M��վ�_�ęC��ֱ�ŵ����b���������ܕ�Ӱ��Mվ���˙C��
������Q�������ڛ]���M�C���z�y��ǰ�����\��ֹͣ���Ă�վ�_ƽ�ƙC���ЙC��̖�_�P��X125��X135��X145��X155������ƽ���_�ăɂ�һ�Pͬ�M�������ɽ����ӛ���Č��M��ԓվ�z�y����̖��
����8�����վ̎���F�˙C�˲���
��������С܇�LͲ�ϵ������_�P���ɂ��ӽ��_�P��һ����늣�ֻҪһ������һ�¾͕��J��������_���6������Ԅӽ����
�����M���վ�Č������M���_�P�����\�������������t�����F�˙C�˲���
������Q���������M528��M529���Ă���Ȧͨ늣��������_����λ�_�P��܉���Է��ͽӽ��_�P�����҃�߅���M���_�P�������_�Pͬ�r�������ɽ����
�������� �S�o���B�cע�����
����1�� �����w���г��_�P��늙C�ĽӾ��ˣ�ָƽ�ƙC��Ҫ�M�а낀�µĶ��ڙz�飬��ֹ�г��_�P����ʧ�`��
����2�� 늿�������Ԫ����Ҫÿ�z�����^һ�����ϣ���ֹ�����·�����õĶ�������Ʉӣ���ֹ���oָʾ���Ͻ��^����ɣ���ֹ�^����c�������_�ȡ�
����3�� �����������r�ɲ����P��PLC�\�У�����Ӱ����a�͌��C������������
����4�� ���Դ��ͨ�ėl���£����w�ϸ��г��_�P������_�P�Ȳ�Ҫ�p������������a���`������
����5�� �ڙz�ޕr����P���Դ��PLC���\�У���ֹ�����_�P��������ɲ���Ҫ�Ă���
�����ġ� �YՓ
�������a���\���г��F����Щ�����Dz����ˆT�����`�������飬�����ˆT���\�г���̫�˽⣬�]�ܺܺõ�̎������ɵġ��\�г��������ӱ��o��ʩ������Dz��κ�һ�_�C����ײ�C�����o�^���Ȼ�����һ���`�������γ��ЙC���\�е�ӛ�����γɼ����еĶ�����ͨ�^���Ϲ��Ϸ����c�����ų�������B���҂���֪�����a�������`����������a���o���\�Еr���҂�����ͨ�^ģ�M�C����λ������������_�P̎���֓�һ�£������P���Դ֮���������_�Դ������ЙC���\�е�ӛ�����γɼ����еĶ�����ӛ���ȷ���������a�����ϡ�ͬ�r�����a���\����Ҫע�������ᵽ��ע����헣��p���˞���ϣ�ƽ�rҪ�����S�o���B���Ԝp�ٹ��ϵİl����������a��ʹ�É������_�����a����Ч�����\�С�
���������īI
����1���_���A�����g�ļ����Ї������ع����F��˾
����2�����������¡��C늂��ӿ��ơ��A��������W������
����3���γ������ɾ��̿��������ü��g���ؑc��W������
����
�����}���Ԅ����a����Ҋ���ϵ��\���c�ų�����
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/zidonghua/3291.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^