ļŖ│žĘŁ▐DÖC┐žųŲŽĄĮyĄ─įOėŗ
╦∙ī┘Ö┌─┐Ż║ūįäė╗»šō╬─ ░l▓╝╚šŲ┌Ż║2010-09-01 09:18 ¤ßČ╚Ż║
ĪĪĪĪš¬ę¬
ĪĪĪĪ▒Š╬─ęį╚²┴Ō┐╔ŠÄ│╠┐žųŲŲ„FX2N-80MRą═╗∙▒Šå╬į¬×ķ║╦ą─Ż¼įOėŗ┴╦ļŖ│žĘŁ▐DÖC┐žųŲŽĄĮyĪŻįōŽĄĮy░³└©įOėŗ┴╦ŽĄĮyÜŌäė┐žųŲ╗ž┬ĘĪóļŖÜŌ┐žųŲ╗ž┬ĘŻ¼ęįPWS3760ė|├■Ų┴ū„×ķ╚╦ÖCĮń├µĪŻį┌ė▓╝■┼õų├Ą─═¼ĢrŻ¼═©▀^╚²┴ŌFXŽĄ┴ąŠÄ│╠▄ø╝■ī”PLC│╠ą“▀Mąą┴╦įOėŗĪŻ
ĪĪĪĪ▒ŠŽĄĮy×ķŃU╦ßąŅļŖ│ž╔·«aŠĆ╠ß╣®┴╦ę╗éĆŪąīŹ┐╔ąąĄ─ĘĮ░ĖŻ¼įōŽĄĮyęčæ¬ė├į┌ŃU╦ßąŅļŖ│žĄ─╔·«aŠĆ╔ŽŻ¼Š▀ėąąį─▄┐╔┐┐Īó╔·«aą¦┬╩Ė▀Ą─╠ž³cĪŻŽĄĮyĄ─śŗĮ©╦╝Žļ║═ĘĮĘ©ī”ė┌Ųõ╦³ūįäė╗»ŽĄĮyę▓ėąę╗Č©Ą─ĮĶĶbęŌ┴xĪŻ
ĪĪĪĪ
ĪĪĪĪĻPµIį~Ż║ļŖ│žĘŁ▐DÖCŻ╗┐╔ŠÄ│╠ą“┐žųŲŲ„Ż╗ė|├■Ų┴
ĪĪĪĪ
ĪĪĪĪ1Ė┼╩÷
ĪĪĪĪŃU╦ßąŅļŖ│ž╩Ū─┐Ū░╩└Įń╔ŽÅVĘ║╩╣ė├Ą─ę╗ĘN╗»īW“ļŖį┤”Ż¼Š▀ėąļŖē║ŲĮĘĆĪó░▓╚½┐╔┐┐ĪóārĖ±Ą═┴«Īó▀mė├ĘČć·ÅVĪóįŁ▓─┴ŽžSĖ╗║═╗ž╩šį┘╔·└¹ė├┬╩Ė▀Ą╚ā׳cŻ¼╩Ū╩└Įń╔ŽĖ„ŅÉļŖ│žųą«a┴┐ūŅ┤¾Īóė├═ŠūŅÅVĄ─ę╗ĘNļŖ│žĪŻį┌ŃU╦ßļŖ│ž╔·«a╣ż╦ćųąŻ¼║ĖĮėśO╚║Ģ■«a╔·ę╗ą®ĶFą╝Ą╚ļs┘|Ą¶▀MļŖ│ž║ą└’├µŻ¼į┌čbļŖ│ž╔w║═ūó╚ļļŖĮŌę║Ū░▒žĒÜŪÕ└ĒĖ╔ā¶Ż¼Ę±ätĢ■ė░ĒæļŖ│žĄ─┘|┴┐║═ē█├³ĪŻ─┐Ū░į┌ć°ā╚═ŌĄ─╔·«aŲ¾śIųąŻ¼▀@ę╗╔·«a╣żą“ų„ę¬╩Ūę└┐┐╩ų╣ż═Ļ│╔Ż¼═©▀^╩ų╣żė├╬³ēmŲ„üĒ╬³ĶFą╝╝░ļs┘|Ż¼ą¦┬╩▌^Ą═ĪŻę“┤╦Ż¼ķ_░l╣”─▄²R╚½Īóūįäė╗»│╠Č╚Ė▀Ą─ļŖ│žūó╦ßÖCėą║▄║├Ą─æ¬ė├ārųĄĪŻ
ĪĪĪĪ▒Š╬─ęį╚²┴Ō┐╔ŠÄ│╠┐žųŲŲ„FX2N-80MRą═╗∙▒Šå╬į¬×ķ║╦ą─Ż¼įOėŗ┴╦ļŖ│žĘŁ▐DÖC┐žųŲŽĄĮyĪŻįōŽĄĮyęčæ¬ė├į┌ŃU╦ßąŅļŖ│žĄ─╔·«aŠĆ╔ŽŻ¼Š▀ėąąį─▄┐╔┐┐Īó╔·«aą¦┬╩Ė▀Ą─╠ž³cĪŻ
ĪĪĪĪ
ĪĪĪĪ2┐žųŲŽĄĮyė▓╝■įOėŗ
ĪĪĪĪļŖ│žĘŁ▐DÖC┐žųŲŽĄĮyęįPLC×ķ║╦ą─Ż¼░³└©▌ö╚ļ┐žųŲ░┤ŌoļŖ┬ĘĪóé„ĖąŲ„Öz£yŽĄĮyĪóė|├■Ų┴ĪóļŖ┤┼ķy┐žųŲŲ¹ĖūļŖ┬ĘĪóļŖÖC┐žųŲŽĄĮyĪóŽĄĮy▀\ąą╠ß╩Š╝░ł¾Š»ļŖ┬ĘĪŻ┐žųŲŽĄĮy┐é¾wĮYśŗ╚ńłD1╦∙╩ŠĪŻ
ĪĪĪĪ 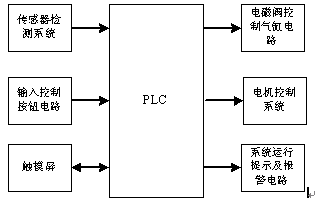
ĪĪĪĪłD1ļŖ│žĘŁ▐DÖC┐žųŲŽĄĮyĮYśŗ┐“łD
ĪĪĪĪ2.1PLC▀xą═
ĪĪĪĪį┌┐žųŲŽĄĮyļŖ┐žįOéõĄ─▀xą═ĢrŻ¼┐╝æ]ĄĮļŖ│žĘŁ▐DÖCäėū„Å═ļsŻ¼é„ĖąŲ„ČÓŻ¼Ė╔ö_┤¾Ż¼Č°PLCŠ▀ėą┐╔┐┐ąįĖ▀Īó┐žųŲ╣”─▄ÅŖĪóŠÄ│╠ĘĮ▒ŃĄ╚ā׳cŻ¼╦∙ęįPLC▀xė├╚š▒Š╚²┴Ō╣½╦Š╔·«aĄ─FX2N-80MRą═╗∙▒Šå╬į¬ĪóFX2N-8EXą═▌ö╚ļöUš╣─ŻēK║═PWS3760ė|├■Ų┴Ż¼═Ļ╚½─▄ē“ØMūŃ╔Ž╩÷ę¬Ū¾Ż¼Ūęąįār▒╚▌^Ė▀ĪŻŲõų„ę¬╝╝ągąį─▄ųĖś╦╚ńŽ┬Ż║įōPLC×ķš¹¾w╩ĮĮYśŗŻ¼└^ļŖŲ„ą═▌ö│÷Ż¼Ųõ▌ö╚ļ³cöĄ×ķ40³cŻ¼▌ö│÷³cöĄ×ķ40³cŻ¼ė├æ¶┤µā”Ų„╚▌┴┐5KBŻ¼▌ö╚ļļŖē║×ķAC220VŻ¼FX2N-8EX▌ö╚ļ─ŻēK▌ö╚ļ³cöĄ×ķ8³cŻ¼▌ö╚ļļŖē║ė╔╗∙▒Š─ŻēK╠ß╣®DC22VĪŻ
ĪĪĪĪ2.2ļŖäėÖC▀xą═
ĪĪĪĪ▒ŠŽĄĮyĄ─ļŖäėÖCų„ę¬╩ŪĦäėØLĄ└▀\äėŻ¼įOėŗ├┐╠ņŻ©░┤8ąĪĢrųŲŻ®═Ļ│╔ūįäėĘŁ▐D320ų╗ļŖ│žŻ¼╝┤├┐ąĪĢr×ķ40ų╗ļŖ│žŻ¼į┌ØLĄ└╔ŽĄ─╦┘Č╚×ķ0.8m/sŻ¼ØLĄ└╔ŽĄ─ļŖ│žūŅČÓĢ■ėą3ų╗Ż¼├┐ų╗ļŖ│žĄ─┘|┴┐į┌30kgū¾ėęŻ¼ätØLĄ└╔ŽļŖ│žĄ─┐é┴┐×ķ90kgū¾ėęŻ¼┐╝æ]ĄĮąĶę¬▌^┤¾Ą─┼żŠžŻ¼▒ŠŽĄĮy▓╔ė├╚²ŽÓ«É▓ĮļŖäėÖC╝ė£p╦┘ÖC┼õ║Ž╩╣ė├ĪŻ
ĪĪĪĪļŖäėÖC▀xė├ĮŁ╠Kć°┘Q╝»łFėąŽ▐╣½╦Š╔·«aĄ─ą═╠¢×ķY90S-4Ą─╚²ŽÓ«É▓ĮļŖäėÖCŻ¼įō┐ŅļŖäėÖCĄ─ģóöĄ╚ń▒Ē1╦∙╩ŠĪŻ
ĪĪ ĪĪ▒Ē1Y90S-4ą═╚²ŽÓ«É▓ĮļŖäėÖCĄ─ģóöĄ▒Ē

ĪĪĪĪĪĪĪĪ£p╦┘Ų„▀xė├ĮŁ╠Kć°┘Q╝»łFėąŽ▐╣½╦Š╔·«aĄ─ą═╠¢×ķBWD12-43Ą─£p╦┘ÖCĪŻ
ĪĪĪĪ2.3ÜŌäė╗ž┬ĘįOėŗ
ĪĪĪĪį┌ļŖ│žūįäėĘŁ▐DÖCųąŻ¼ļŖ│ž╔Ž╔²ĪóŽ┬ĮĄĪóĘŁ▐DĄ╚╩Ūė╔ÜŌĖū▀Mąą“īäėĄ─ĪŻ
ĪĪĪĪÜŌäė╗ž┬ĘłDųąĄ─ÜŌį┤üĒūįÜŌšŠŻ¼ÜŌ¾wĮø▀^▀^×VĪóĖ╔į’ų«║¾╦═ĄĮÜŌäėĮM║Žį¬╝■▀Mąąš{ē║Ż¼ē║┴”×ķP=6kgf/Ą─ÜŌ¾wį┘═©▀^Č■╬╗╬Õ═©ļŖ┤┼ķyĄ─ŠĆ╚”Ą├ļŖ╗“╩¦ļŖĖ─ūāÜŌ┬ĘŻ¼╩╣Ė„éĆÜŌĖūĄ─╗Ņ╚¹╩Ū╔ņ│÷▀Ć╩Ū┐s╗žŻ¼Å─Č°īŹ¼Fī”ļŖ│žĄ─╔Ž╔²ĪóŽ┬ĮĄ║═ĘŁ▐DĄ╚ĪŻ┐╝æ]ĄĮį┌Ė▀╦┘┼┼ÜŌĢrįļ┬Ģ▌^┤¾Ż¼ę¬╝ėŽ¹┬ĢŲ„Ż¼▒ŠŽĄĮy▀xė├SMCÜŌäėį¬╝■ėąŽ▐╣½╦Š╔·«aĄ─Ž¹┬ĢŲ„Ż¼╝»čbļŖ┤┼ķyĄ─ģR┴„┼┼Įėā╔éĆą═╠¢×ķAN300ŻŁ02Ą─Ž¹┬ĢŲ„Ż¼║═ļŖ│žē║ÜŌĖūŽÓ▀BĄ─ļŖ┤┼ķyĮėę╗éĆą═╠¢×ķAN200ŻŁ02Ą─Ž¹┬ĢŲ„ĪŻ
ĪĪĪĪ2.4ŽĄĮyė|├■Ų┴
ĪĪĪĪ▒ŠŽĄĮy▀xė├HITECHė|├■Ų┴ū„×ķ┐žųŲŽĄĮyĄ─╚╦ÖCĮń├µŻ¼ŲõęÄĖ±ą═╠¢×ķPWS3760ĪŻė|├■Ų┴Ą─┐žųŲĮń├µ▓╔ė├HITECHė|├■Ų┴īŻė├╣żŠ▀HITECH_ADP3.0▄ø╝■▀MąąįOėŗĪŻ
ĪĪĪĪPWS3760ė|├■Ų┴Ą─’@╩Š│▀┤ń×ķ10.4”Ż¼’@╩ŠŅü╔½×ķ256╔½Ż¼╩ŪHITECHŽĄ┴ąė|├■Ų┴ųą▌^ą┬ą═Ą─«aŲĘĪŻį┌ĮYśŗĄ─įOėŗ╔ŽŻ¼╦³│²┴╦ėą╩«Ęų├└ė^Ą─š¹¾wįņą═įOėŗ═ŌŻ¼Ųõ├µ░ÕĖ³┐╔ĘĮ▒Ńė├æ¶┼õ║Žæ¬ė├Ą─ąĶę¬Č°ūįąąįOėŗéĆäeŪęīŻė├Ą─▓┘ū„├µ░ÕĪŻ╚ń├µ░ÕŅü╔½Īó░┤Ōo╣”─▄┼õų├Īó░┤ŌołD░ĖĄ╚Č╝┐╔ęįė╔įOėŗš▀ūįė╔ņ`╗ŅĄ─┤Ņ┼õ╩╣ė├Ż¼Š▀ėą┴╝║├Ą─╚╦ÖCĮń├µą¦╣¹ĪŻ
ĪĪĪĪFX2N-80MRą═PLC┼cHITECHė|├■Ų┴ų„ꬥ─┤«ąą═©ą┼ģóöĄįOų├╚ńŽ┬Ż║é„╦═╦┘┬╩×ķ19200bpsŻ¼öĄō■ķLČ╚×ķ7╬╗Ż¼═Żų╣╬╗×ķę╗╬╗Ż¼Ųµ┼╝ąŻ“××ķ┼╝ąŻ“×ĪŻ
ĪĪĪĪ3┐žųŲŽĄĮyĄ─▄ø╝■įOėŗ
ĪĪĪĪ┐žųŲŽĄĮy▄ø╝■ė╔ā╔▓┐ĘųĮM│╔Ż║PLCų„┐ž│╠ą“║═ė|├■Ų┴╚╦ÖCĮ╗╗źĮń├µ│╠ą“ĪŻ
ĪĪĪĪļŖ│žĘŁ▐DÖC┐žųŲŽĄĮyĄ─ų„│╠ą“┴„│╠łD╚ńłD2╦∙╩ŠĪŻŽĄĮyåóäė║¾Ż¼Ž╚▀MąąŽĄĮy│§╩╝╗»įOų├Ż¼įOų├ŽĄĮyĄ─╣żū„ĘĮ╩Į╝░Ųõ╦³ę╗ą®ģóöĄŻ╗│§╩╝╗»ĮY╩°║¾Ż¼▀MąąįOéõ╣╩šŽÖz▓ķ╝░PLCūįÖzŻ¼╚ńėą╣╩šŽŻ¼ł¾Š»▓óĄ╚┤²╣╩šŽŠSą▐Ż╗š²│ŻĄ─įÆŻ¼Ųäėė|├■Ų┴Ż¼╚╗║¾┼ąöÓŽĄĮy╣żū„į┌ūįäėĘĮ╩Į▀Ć╩Ū╩ųäėĘĮ╩ĮŻ¼╚ń╣żū„į┌ūįäėĘĮ╩ĮŽ┬Ż¼▓óŪęø]ėą╣╩šŽą┼╠¢╝░═Żų╣šłŪ¾ĢrŻ¼░┤ŽĄĮyĀŅæB▐DęŲłDł╠ąąęÄČ©Ą─äėū„Ż╗╚ń╣żū„į┌╩ųäėĘĮ╩ĮŽ┬Ż¼PLCīóäėū„┤·┤a▌ö│÷Ż¼ļŖ│žūįäėĘŁ▐DÖC═Ļ│╔ę╗éĆäėū„Ż¼╚╗║¾┼ąöÓ╩ŪʱĮY╩°╩ųäė▓┘ū„Ż¼╚ń╬┤ĮY╩°Ż¼╚į╚╗▀Mąą╩ųäė▓┘ū„Ż╗ĮY╩°Ą─įÆŻ¼ųžą┬┼ąöÓŽĄĮy▀\ąąĘĮ╩ĮĪŻ
ĪĪĪĪ 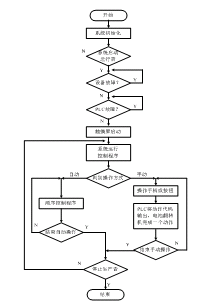
ĪĪĪĪ łD2ŽĄĮyų„│╠ą“┴„│╠łD
ĪĪĪĪė|├■Ų┴│╠ą“▓╔ė├HITECH_ADP3.0▄ø╝■įOėŗŻ¼HITECH_ADP3.0▄ø╝■╩Ū╗∙ė┌WINDOWSŲĮ┼_Ą─æ¬ė├▄ø╝■ĪŻ╦³╠ß╣®┴╦ČÓĘN┐žųŲŲ„╝■ĪółDą╬┐ž╝■║═╣”─▄ĮM╝■Ż¼─▄ĮM║ŽĖ„ĘN’@╩Š║═┐žųŲ╣”─▄ĪŻė|├■Ų┴┐žųŲĮń├µ░³└©ķ_ÖCĮń├µĪóūįäė▀\ąąĮń├µĪó╩ųäė▀\ąąĮń├µ║═ł¾Š»Įń├µĪŻ
ĪĪĪĪūįäė▀\ąąĮń├µ╚ńłD3╦∙╩ŠĪŻūįäė▀\ąąĮń├µ╩Ū▒Š┐žųŲŽĄĮyĄ─ų„ę¬▓┘ū„Īó▒O┐ž«ŗ├µĪóĖ„▀\ąąĀŅæBųĖ╩Šęį╝░ł¾Š»╠ß╩ŠĄ╚Ż¼═©▀^╦³┐╔ęį╚½├µĄ─┐žųŲęį╝░┴╦ĮŌ«öŪ░Ą─╣żū„ĀŅæBĪŻ╣żū„ķ_╩╝ĢrŻ¼æ¬Ž╚ė|├■“åóäė”░┤ŌoŻ¼┤╦ĢrįOéõĄ─Ė„éĆčbų├ęč£╩éõ║├Ż¼▓ó═Ļ│╔│╠ą“Ą─│§╩╝╗»ĪŻ«öė|├■“ūįäė▀\ąą”░┤Ōo║¾Ż¼ŽĄĮyŠ═Ģ■░┤ššūįäė▀\ąąĄ─│╠ąąĀŅæBųĖ╩ŠÖ┌└’Ģ■╝░ĢrĄ─’@╩Š«öŪ░Ą─╣żū„ŪķørĪŻ▒╚╚ńį┌³cō¶│÷¼F▀^▌dĢrŻ¼Ųõł¾Š»ųĖ╩Š¤¶Ģ■┴ó┐╠³c┴┴Ż¼═¼Ģrį┌ł¾Š»╠ß╩ŠÖ┌ŽóŻ¼╠ß╩Š▓┘ū„š▀▀MąąŽÓæ¬Ą─╠Ä└ĒĪŻį┌įOéõėąć└ųž╣╩šŽĢrŻ¼æ¬░┤“╝▒═Ż”░┤ŌoĪŻ
ĪĪĪĪ 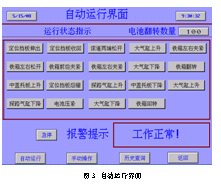
ĪĪĪĪ łD3ūįäė▀\ąąĮń├µ
ĪĪĪĪ4ĮYšō
ĪĪĪĪ▒Š╬─ęį╚²┴Ō┐╔ŠÄ│╠ą“┐žųŲŲ„×ķ║╦ą─Ż¼įOėŗ┴╦ļŖ│žĘŁ▐DÖCūįäė┐žųŲŽĄĮyĪŻįōŽĄĮyęčĮøæ¬ė├į┌╔·«aīŹļHųąĪŻĮø¼Fł÷▀\ąą╝░ŽĄĮy═Ļ╔Ų▒Ē├„Ż¼ŽĄĮyąį─▄┐╔┐┐Ż¼ęūė┌▓┘ū„Ż¼┤¾┤¾╠ßĖ▀┴╦╣żū„ą¦┬╩║═ŃU╦ßļŖ│ž╔·«aą¦┬╩ĪŻ
ĪĪĪĪ
ĪĪĪĪģó┐╝╬─½I
ĪĪĪĪ[1]▓±śõ╦╔Ż«Ų¹▄ćąŅļŖ│žĄ─╔·«aĘĮ╩Į[J]Ż«ąŅļŖ│žŻ¼2001Ż¼2Ż║30-32Ż«
ĪĪĪĪ[2]┴╬│Ż│§Ż«FXŽĄ┴ąPLCŠÄ│╠╝░æ¬ė├[M]Ż«▒▒Š®Ż║ÖCąĄ╣żśI│÷░µ╔ńŻ¼2005Ż«18-19Ż«
ĪĪĪĪ[3]├½│»▌xŻ«PLC┼c╚╦ÖCĮń├µį┌ūāŅlŲ„▒O┐žŽĄĮy╔ŽĄ─æ¬ė├[J]Ż«ļŖ╣ż╝╝ągļsųŠŻ¼2004Ż©3Ż®Ż║31-34Ż«
ĪĪĪĪ
╬─š┬ś╦Ņ}Ż║ļŖ│žĘŁ▐DÖC┐žųŲŽĄĮyĄ─įOėŗ
▐D▌dšłūó├„üĒūįŻ║http://www.56st48f.cn/fblw/ligong/zidonghua/3323.html
ŽÓĻPå¢Ņ}ĮŌ┤
özė░╦ćągŅIė“AHCIŲ┌┐»═Ų╦]ĪČPhot...ĻPūó:105
NatureŲņŽ┬ČÓīW┐Ųūė┐»Nature Com...ĻPūó:152
ųąąĪīWĮ╠ĤųĄĄ├┴╦ĮŌŻ¼▀@ą®Į╠ė²īW...ĻPūó:47
2025─Ļīæ╣▄└ĒīWšō╬─┐╔ęįė├Ą─19éĆ...ĻPūó:192
£y└LŅIė“┐Ų╝╝║╦ą─Ų┌┐»▀xō± ▌p╦╔─├...ĻPūó:64
╝░Ģrķ_šō╬─Öz╦„ūC├„║▄ųžę¬ĻPūó:52
ųąć°╦««a┐ŲīWŲ┌┐»╩Ū║╦ą─Ų┌┐»åßĻPūó:54
ć°ļH│÷Ģ°ąĶę¬┴╦ĮŌĄ─å¢Ņ}ĮŌ┤ĻPūó:58
║Žų°│÷Ģ°─▄ʱįu┬ÜĘQŻ┐ĻPūó:48
ļŖą┼īWėą──ą®┐╔═ČĖÕĄ─SCIŲ┌┐»Ż¼ųĄ...ĻPūó:66
═©ą┼╣ż│╠ąąśIšō╬─▀xŅ}ĻPūó:73
SCIEĪóESCIĪóSSCI║═AHCIŲ┌┐»─┐õø...ĻPūó:121
įu┬ÜĘQ░lšō╬─║├▀Ć╩Ū│÷Ģ°║├ĻPūó:68
Å═ėĪł¾┐»┘Y┴Žųžę¬▐D▌düĒį┤Ų┌┐»Ż©...ĻPūó:51
└Ē╣żšō╬─ĘČ╬─
Į©ų■įOėŗšō╬─ │Ū╩ąęÄäØšō╬─ ĄVśIšō╬─ ÖCļŖę╗¾w╗»šō╬─ ░³čbšō╬─ Į╗═©▀\▌öšō╬─ ╗»╣żšō╬─ ļŖ┴”šō╬─ ╦«┴”šō╬─ ūįäė╗»šō╬─ ▄ć▌všō╬─ ę▒Įšō╬─ ╣żśIįOėŗšō╬─ ÖCąĄšō╬─

SCIŲ┌┐»Ęų╬÷
- MEASUREMENT SCIENCE and TECHNOLOGYųą┐Ųį║Ęųģ^
- MEAT SCIENCEŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- MECCANICAųą┐Ųį║Äūģ^
- MECHANICAL ENGINEERINGųą┐Ųį║Ęųģ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSINGŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- MECHANICS OF MATERIALSŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- Mechanics of Solidsųą┐Ųį║Ęųģ^
- MECHANICS OF TIME-DEPENDENT MATERIALSŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- MECHANISM AND MACHINE THEORYųą┐Ųį║Äūģ^
- MECHATRONICSļsųŠ╩Ūųą┐Ųį║Äūģ^